





1.서 론
잠수함은 압력선체와 비 압력선체로 구성되어 있다. 압력선체는 심해의 높은 수압을 견딜 수 있도록 고장력강(HY80, HY100강)으로 된 원통형 구조물로 이루어져 있으며 내부에는 주요 장비와 승조원 거주구역이 배치되어 있다. 비 압력선체는 주로 압력선체 외부를 감싸고 있는 케이싱을 의미하며 압력선체 외부에 설치되어 있는 장비들을 보호하고 함의 형상을 유선형으로 만들어 유체저항을 줄이는 역할을 한다. 비 압력선체는 해수가 유입되는 자유충수구역이로 높은 수압을 견딜 필요가 없기 때문에 중량과 부력조절이 용이한 복합소재 구조물로 구성된다.
현재 대한민국 해군에서 운용하고 있는 장보고-I, 장보고-II급 잠수함과 건조중인 장보고-III급 잠수함에는 장비보호 및 함 외형유지를 위하여 복합소재 구조물이 사용되고 있다. 잠수함 비 압력선체용 복합소재는 주로 GFRP(Glass Fiber Reinforced Plastic, 이하 GFRP)와 CFRP(Carbon Fiber Reinforced Plastic, 이하 CFRP)가 있다. 잠수함에서 눈과 같은 역할을 하는 SONAR(Sound Navigation and Ranging)시스템의 마이크로폰 주변에 사용되며 이를 제외한 부위는 GFRP(Glass Fiber reinforced plastic)로 제작된 구조물로 이루어진다. GFRP는 금속구조물 대비 가볍고 단단하여 수리와 교체가 쉽고 함 중량과 부력조절, 유지보수가 용이하여 잠수함에 적합한 소재라고 할 수 있다.
GFRP는 합성수지류와 강화섬유, 심재로 구성되며 몰드 위로 강화섬유와 수지의 적층과 경화과정을 반복하여 제작한다. GFRP의 제작방법으로는 크게 핸드레이업(Hand Lay-up), 진공성형법(VARTM: Vaccum Assisted Resin Transfer Molding, 이하 진공성형법), 가압성형법(Pressing Technique)이 있으며, 이중 핸드레이업 공법은 설비비용이 저렴하나 기포와 같은 표면결함이 다수 발생되며 구조강도가 비교적 낮은 단점을 가지고 있다.
일반적으로 GFRP 래미네이트(Laminate)에 균열이 발생하거나 강화섬유층이 전단되어 구조적 손상이 발생하는 경우 Figure 2. (a)와 같이 스카프 재적층 수리법(Scarf Re-Laminating Repairing Method)으로 수리하게 되며 스카프 각도와 형상, 경화방법 등을 적절히 조절하여 정상제품과 동일한 강도를 가지도록 수리가 가능하다.[1][6][7][8] 반면 래미네이트 표면에 발생하는 기포와 균열, 찍힘과 같은 표면손상은 시간과 비용측면에서 효율적인 Putty 수리법을 사용할 수 있다. Putty는 래미네이트에 사용된 수지와 잘게 자른 강화섬유 조각을 혼합하여 Fig. 2. (b)와 같이 손상부위에 도포하는 것으로 시공이 간편하며 수리 후 외관이 우수한 장점이 있다. 장보고-I급과 장보고-II급 잠수함에 사용되는 GFRP 구조물은 모두 핸드레이업 공법으로 제작된 GFRP가 사용되는데, 제작공정에서 실제로 기포나 균열, 찍힘 등 표면결함과 손상이 다수 발생되며 이를 수리하기 위하여 Putty 수리법이 현장에서 자주 사용되고 있다.

Figure 2.
GFRP damage and repairing method (a) Scarf Re-Laminating (b) Surface damage putty applying

이처럼 GFRP 제작과 이송 및 설치과정에서 발생되는 표면결함에 대하여 Putty를 이용한 수리가 통상적으로 사용되고 있으나 Putty 수리 적용기준이나 작업을 위한 시방서가 없으며, 특히 수리 후 구조강도 변화에 대해 수행한 시험이나 연구가 없어 단순히 작업자와 검수자의 주관적인 판단에 따라 사용되고 있는 실정이다. 이 때문에 Putty 수리 가이드라인이 필요하게 되었고 본 연구에서는 Putty 수리가 구조강도 요구조건을 만족시킬 수 있는지 여부와 구조강도 변화를 확인하기 위하여 GFRP 시편시험을 수행하였다. DSME, ㈜수성과 공동으로 선행연구를 수행한 결과, 래미네이트의 강화섬유층 손상정도가 구조강도 변화에 영향을 미치는 주요한 요인인 것을 유추할 수 있었다. 이에 따라 본 연구에서는 래미네이트에 발생된 결함의 깊이를 시험 조작변인으로 설정하고 본 연구를 설계, 수행하였다.
2.연구방법
2.1 연구대상 선정
장보고-I급 잠수함과 장보고-II급 잠수함은 독일 HDW社 (현 TKMS)와의 기술협력 생산에 따라 건조되었으며, GFRP는 209 및 214급 잠수함 개발 당시의 기술을 바탕으로 한 핸드레이업 공법으로 제작되었다. 장보고-I 창 정비 사업이나 장보고-II, 장보고-III 함 건조 사업에서도 핸드레이업 공법을 이용하여 GFRP가 제작되고 있으며, 특히 장보고-I급 잠수함의 경우는 모든 GFRP가 핸드레이업 공법으로 제작되고 있다.
핸드레이업 공법은 강화섬유에 롤러로 수지를 적층, 경화시키는 과정을 반복하여 제작하기 때문에 작업이 비교적 간단하고 설비도입 비용이 낮은 장점이 있으나, 작업자의 기량에 따라 품질 차이가 현격하게 발생하게 되는 특징이 있고 가압성형법 또는 진공성형법 대비 래미네이트 내부에 기포 발생량이 많아 구조강도가 낮은 단점이 있다. 특히 GFRP 구조물 내부에 하중이 작용할 경우 기포에서 기포로 균열이 발생되어 구조강도가 저하가 발생할 수 있고, 균열이 래미네이트 표면까지 도달하는 경우 구조물 내부로 해수가 침습되며 층간 박리가 발생하는 최악의 상황이 발생할 수 있다. 이를 방지하기 위하여 래미네이트 내부에 발생된 미세 기포와 균열 생성을 방지하는 것이 매우 중요하며, 특히 표면에 발생된 기포는 해수의 영향을 직접적으로 받을 수 있기 때문에 Putty 수리를 이용하여 보수되고 있다.
따라서 본 연구에서는 현재 창 정비 사업으로 GFRP가 제작중이며 Putty 수리법이 많이 사용되는 장보고-I급 잠수함용 GFRP를 연구대상으로 선정하는 것이 적절한 것으로 판단하였다.
2.2 시편제작
시험시편을 위하여 독일 HDW社의(現 TKMS, ThyssenKrupp Marine Systems) GFRP-CATALOGUE [4]에 따라 장보고-I급 잠수함용 GFRP와 동일한 제작방법으로 1 × 1m2의 크기의 GFRP Panel을 제작하였다. Panel은 Figure 3.과 같이 CATALOGUE의 S1(Sandwich) H(Hand Laminate) 30(30 Layer – External structure) 적층 스케줄에서 심재(Core)가 사용되지 않는 5-Layer까지 제작하였다. 래미네이트 표면손상은 일반적으로 3 mm 이하의 깊이로 발생하기 때문에 5-Layer까지 만 적층하여도 5 mm의 두께의 Panel이 제작되기 때문이다. 래미네이트 최상층은 CSM(Chopped Stranded Mat) M113-225-125 제품을 사용되었고, 이하 4-Layer는 Roving 섬유 EX-MAX 031-970을 사용하였다. 수지는 Oldopal L424를 사용하여 적층하였다.

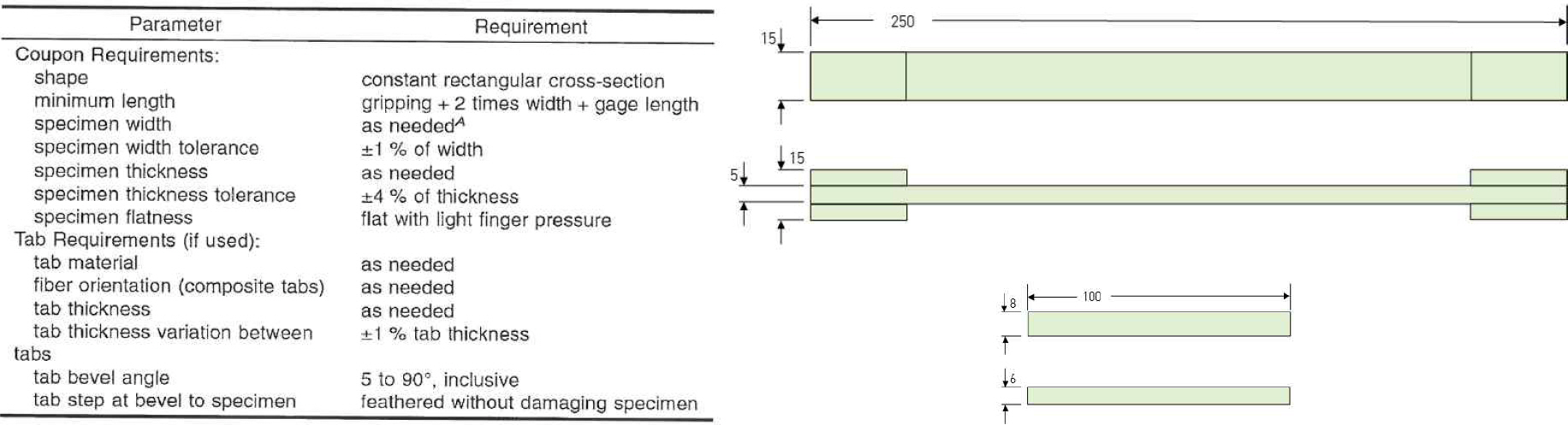
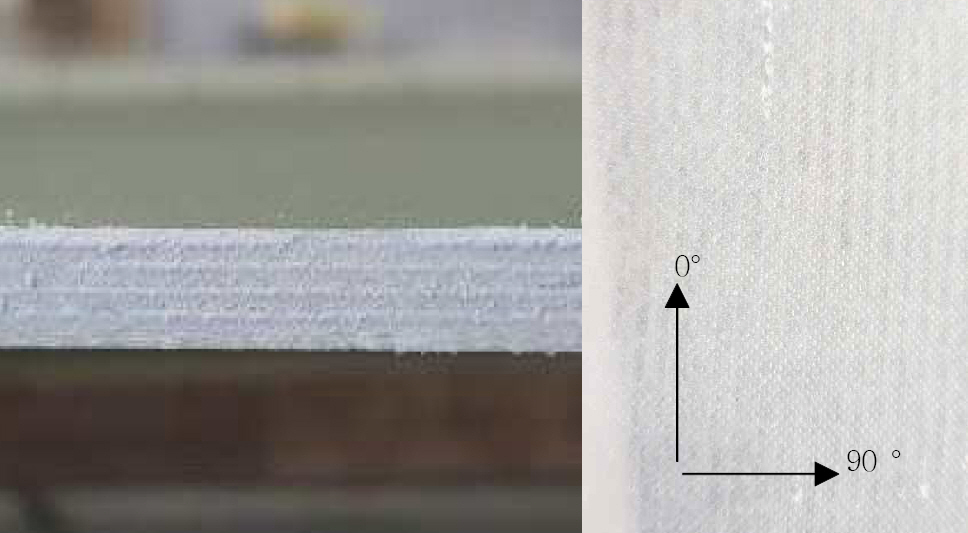
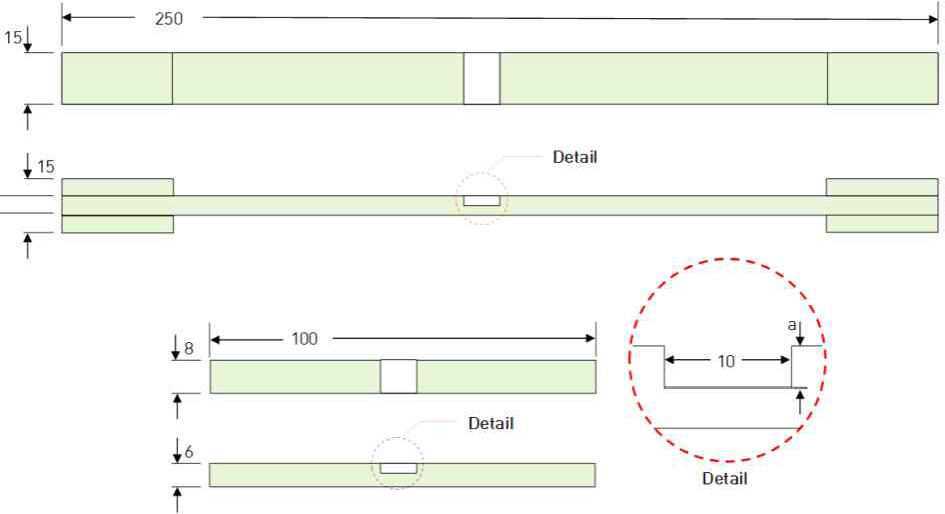
Figure 4.와 같이 제작된 GFRP Panel을 이용하여 ASTM D3039/D3039M-17과[2] ASTM D790-17[3]에 명시된 시험시편 요구조건에 따라 시험시편을 제작하였다. ASTM 규격에는 정형적인 시험시편의 형상은 요구되어 있지 않고 치수 허용공차를 만족하는 범위에서 필요한 모양에 따라 제작할 수 있다고 명시되어 있기 때문에, 장보고-III급 잠수함용 GFRP 시험용 시편형상을 참조하여 Figure 4.와 같이 인장, 굽힘 강도 시험용 시편을 제작하였다.[5] Putty는 Figure 5.와 같이 잘게 자른 Roving과 수지를 혼합하여 제작한다. Figure 6.에서와 같이, 제작한 GFRP Panel은 위에서 바라보면 강화섬유의 직조 방향을 확인할 수 있는데, 직조방향에 따라 0 °, 90 °로 설정하였다. 그 이유는 래미네이트는 하중의 작용방향에 따라 다른 강도를 가지는데, 바둑판 모양으로 직조되어 가로세로 방향으로의 강도 가 일정한 Roving 섬유와 달리 CSM은 규칙에 따라 직조되지 않았기 때문이다. 따라서 시편 제작 시 일정한 하중방향을 가지도록하기 위하여 방향을 기록하였다.

2.3 시험방법
제작한 시편은 한국화학융합시험연구원(KTR)에 시험 의뢰하여 ASTM D3039/D3039M-17, ASTM D790-17 Procedure A 시험방법에 따라 인장, 굽힘 강도를 측정하였다. 본 연구에서는 결함의 깊이에 따른 강화섬유층의 손상정도가 구조강도 변화의 주요 요인일 것으로 판단하였기 때문에 시험시편 중앙에 인공적으로 형성한 결함을 만들었으며, 결함의 깊이를 조작변인으로 설정하였다.
시험의 결함유형은 Table 1.과 같이 0 °, 90 ° 방향으로 제작된 정상시편을(Case1, 2) 대조군으로 설정하고, 4가지의 각기 다른 결함모양을 가진 Putty 수리시편을 비교군(Case 1, 2, 3, 4)으로 설정하여 총 6가지 유형의 시편에 대하여 강도시험 결과를 확인하였다.
Table 1.
Specimen testing cases
수리시편은 Figure 7.과 같이 시편에 폭 10 mm, 깊이(a) 1, 2, 3, 4 mm의 결함을 만든 뒤 결함부위에 Putty 수리를 통해 제작하였고, 정상시편은 하중 작용방향에 따른 강도차이를 확인할 수 있도록 0 °, 90 ° 방향으로 제작하였다. 각 시험 유형들은 5번의 인장강도 시험과 굽힘 강도 시험을 수행하여 결과를 정리하였고, 그 중 시편의 결함으로 인해 발생된 것으로 판단되는 오류 데이터는 평균값 산출시 제외하였다.
GFRP의 인장강도와 굽힘 강도 요구조건은 DIN EN 61, DIN EN 63에 제시되어 있으며, Table 2.와 같이 핸드레이업 공법으로 제작된 GFRP(Hand lay-up Laminate)는 각각 130 N/mm2, 170 N/mm2이상 만족하도록 되어있다. Figure 8.에서와 같이 일반적으로 GFRP는 응력변형도 곡선에서 파단강도에 도달할 때 까지 선형적인 응답 특성을 자기는 것으로 알려져 있으므로 영률(Young's Modulus)에 대한 측정은 무시하였다.[2] 인장강도 및 굽힘 강도 산출을 위한 응력계산식은 다음과 같다.[2][3] 제작한 정상시편과 수리시편의 강도시험 결과에 대하여 강도요구조건 만족여부를 확인하고 파단부위 및 수리부위를 관찰하였다.
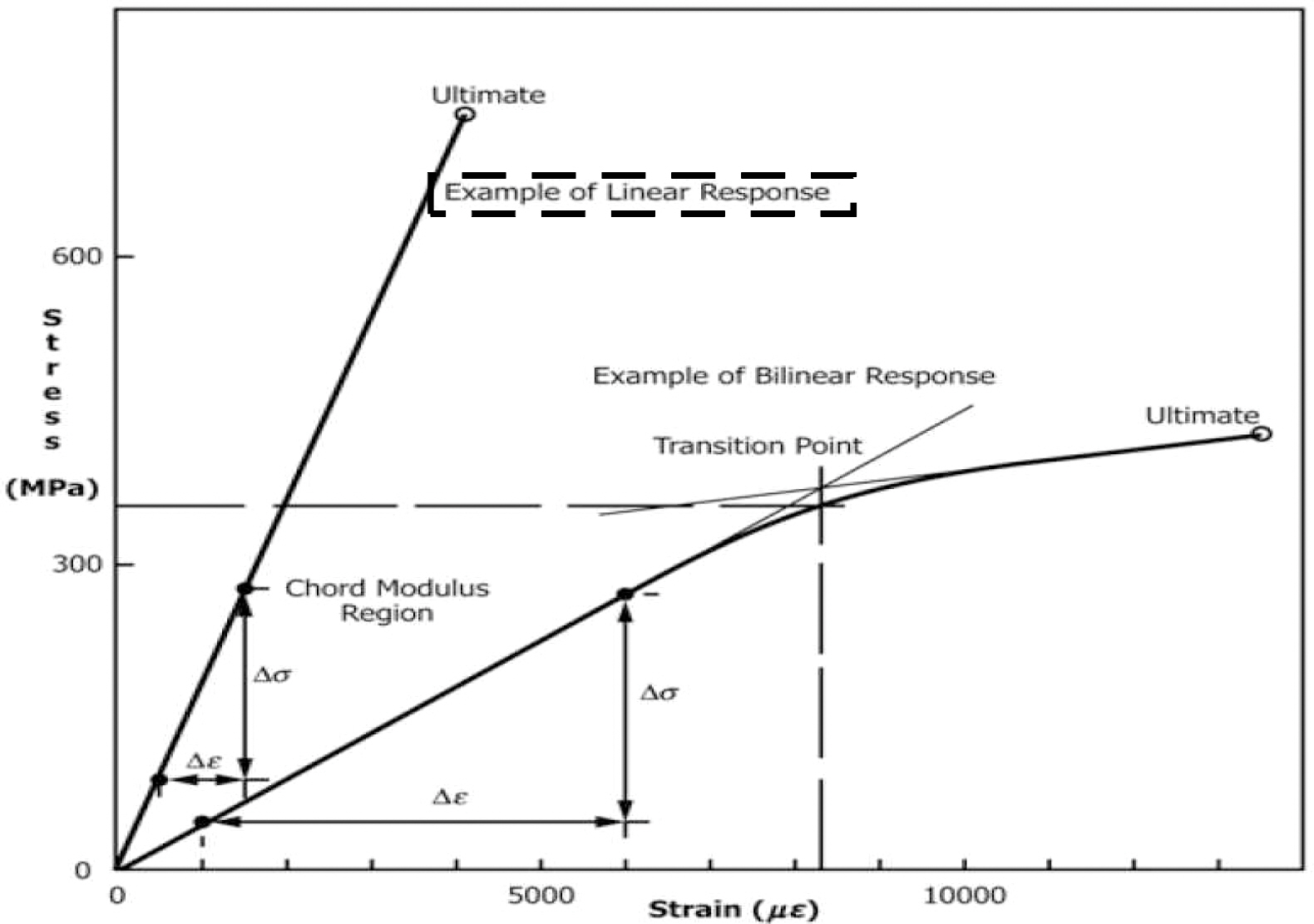
Table 2.
Requirement of structural strength of hand lay-up GFRP laminate
3.시험결과
결함의 깊이가 구조강도 변화에 미치는 영향에 대한 가설을 검증하기 위하여 각 유형별 시편시험결과를 정리하여 비교하여 보았다. 각 시편의 구조강도 요구조건 만족여부를 확인하고 정상시편 0 ° 시험결과와 비교하여 강도감소율을 산출하여 보았다. 또 시험시편의 파단면과 수리면 관찰을 통하여 강도감소 원인을 유추하여 보았다.
3.1 시편 인장강도 시험 결과
시편 인장강도 시험 결과, 정상시편(0 °, 90°)과 결함깊이가 1 mm인 유형에서 인장강도 요구조건을 만족하였으나, 결함깊이가 2, 3, 4 mm인 유형에서는 강도 요구조건을 만족하지 못하였다. 시험은 각 유형별로 5회 수행하였고 결과 값은 Figure 9.와 같다. Case 1과 Case 2, Case 3은 인장강도 요구조건(파란점선)을 만족하였으나 Case 4, 5, 6에서는 인장강도 요구조건을 만족하지 못하는 것으로 나타났다. Case 1과 Case 2는 하중의 작용방향에 따라 인장강도의 차이가 약 43 Mpa 발생하였는데, 이는 래미네이트에 사용된 CSM이 0 °방향으로 더 강한 인장강도를 가지기 때문인 것으로 판단된다. 두 유형의 시험결과에서와 같이 하중작용 방향에 관계없이 DIN EN 61에서 제시된인장강도 요구조건 130 Mpa 을 만족하는 것을 확인할 수 있었다.

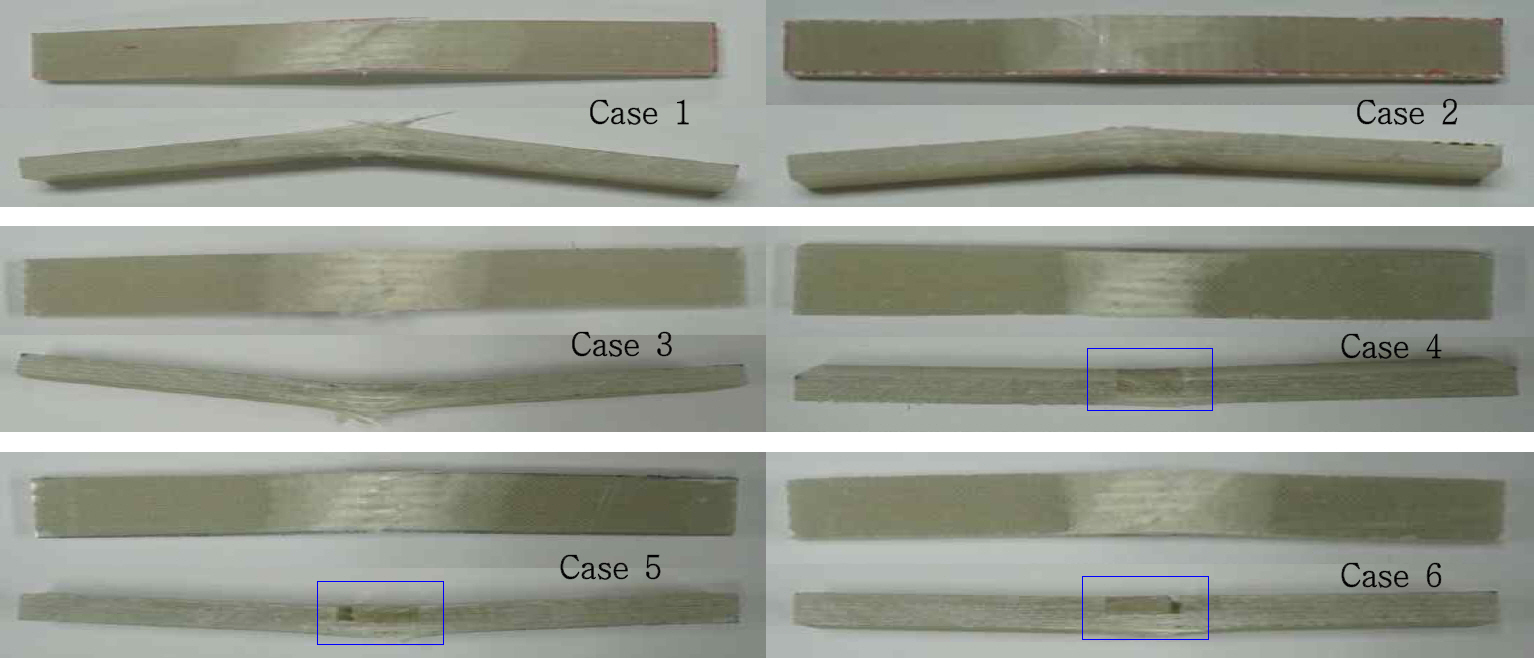
결함 깊이가 2, 3, 4 mm인 유형(Case 3, 4, 5)에서는 인장강도 요구조건을 만족하지 못하는 것으로 나타났으며, 특히 결함의 깊이가 커질수록 인장강도가 감소하는 경향을 보였다. Table 3.와 같이 결함의 깊이가 2 mm인 경우, 인장강도가 정상시편 대비 약 40% 감소하였으며 깊이가 3 mm인 경우에서는 약 60%, 4 mm인 경우에는 약 70%가 감소하였다. 수리부위를 관찰한 결과 Figure 11.과 같이 Case 3, 4, 5, 6에서 수리경계면을 따라 시편과 Putty가 분리된 것을 확인할 수 있었고, 수리부위가 아닌 시편 임의의 부위에서 파단이 발생되는 것을 확인하였다. 이는 Putty가 시편과의 함침이 충분히 발생되지 않고 약한 결합력에 의해 낮은 하중에서 먼저 분리현상이 발생되면서 하부의 손상되지

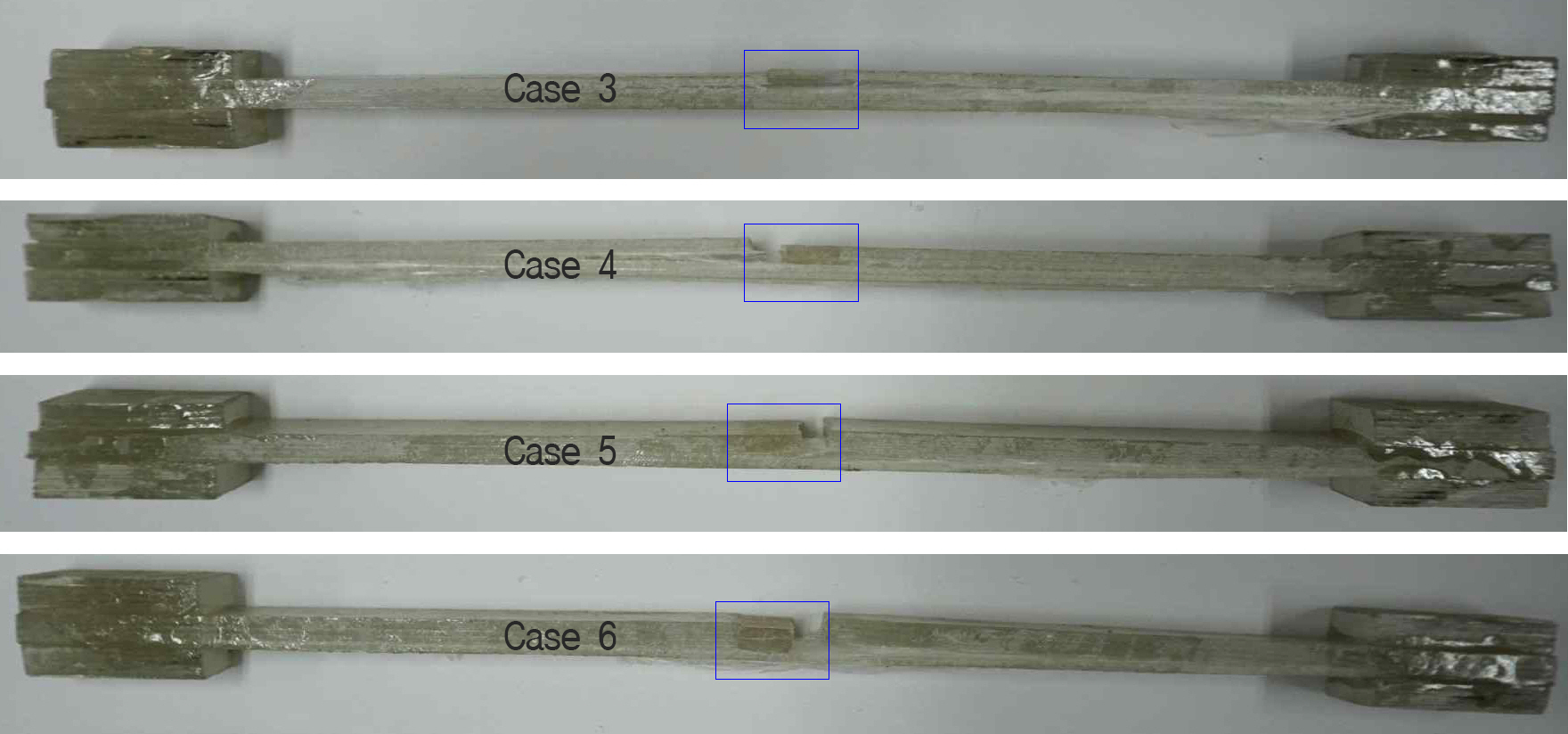
Table 3.
Tensile strength test result
Table 4.
Flexural strength test result
않은 래미네이트 층에서만 하중이 작용하기 때문인 것으로 보인다. 이 때, 시험시편 수리부위의 단면을 살펴보면 손상깊이가 1 mm 증가할수록 래미네이트 강화섬유층이 1-layer씩 파단 되는 것을 확인하였는데, 손상의 깊이가 깊어질수록 하중을 견딜 수 있는 강화섬유층의 수가 감소되는 것이 파단강도가 낮아지게 되는 원인인 것으로 판단된다.
시험결과를 종합하여보면 Putty를 이용한 수리는 구조강도 복원에는 도움이 되지 않으며, 표면에 발생한 결함의 깊이가 2 mm를 초과하는 경우에는 2-layer 이상의 강화섬유층의 파단이 발생하였을 가능성이 높기 때문에 Putty를 이용한 수리를 지양하여야 할 것으로 판단된다. 다만 손상의 크기가 작고 손상범위가 CSM에만 국한될 경우에는 Putty 수리법을 적용하더라도 인장강도를 만족할 수 있을 것으로 판단된다. 따라서 깊이 2 mm 미만의 손상이나, 섬유층 손상이 발생하지 않은 단순 표면기포, 미세균열을 제거하는 경우에는 Putty 수리를 적용 가능할 것으로 판단된다.
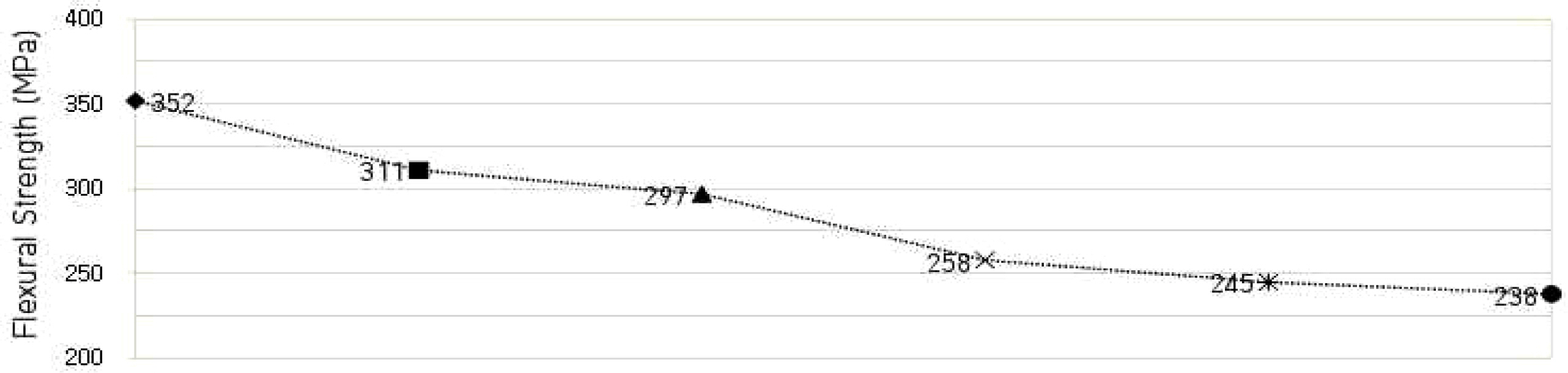
3.2 시편 굽힘 강도 시험 결과
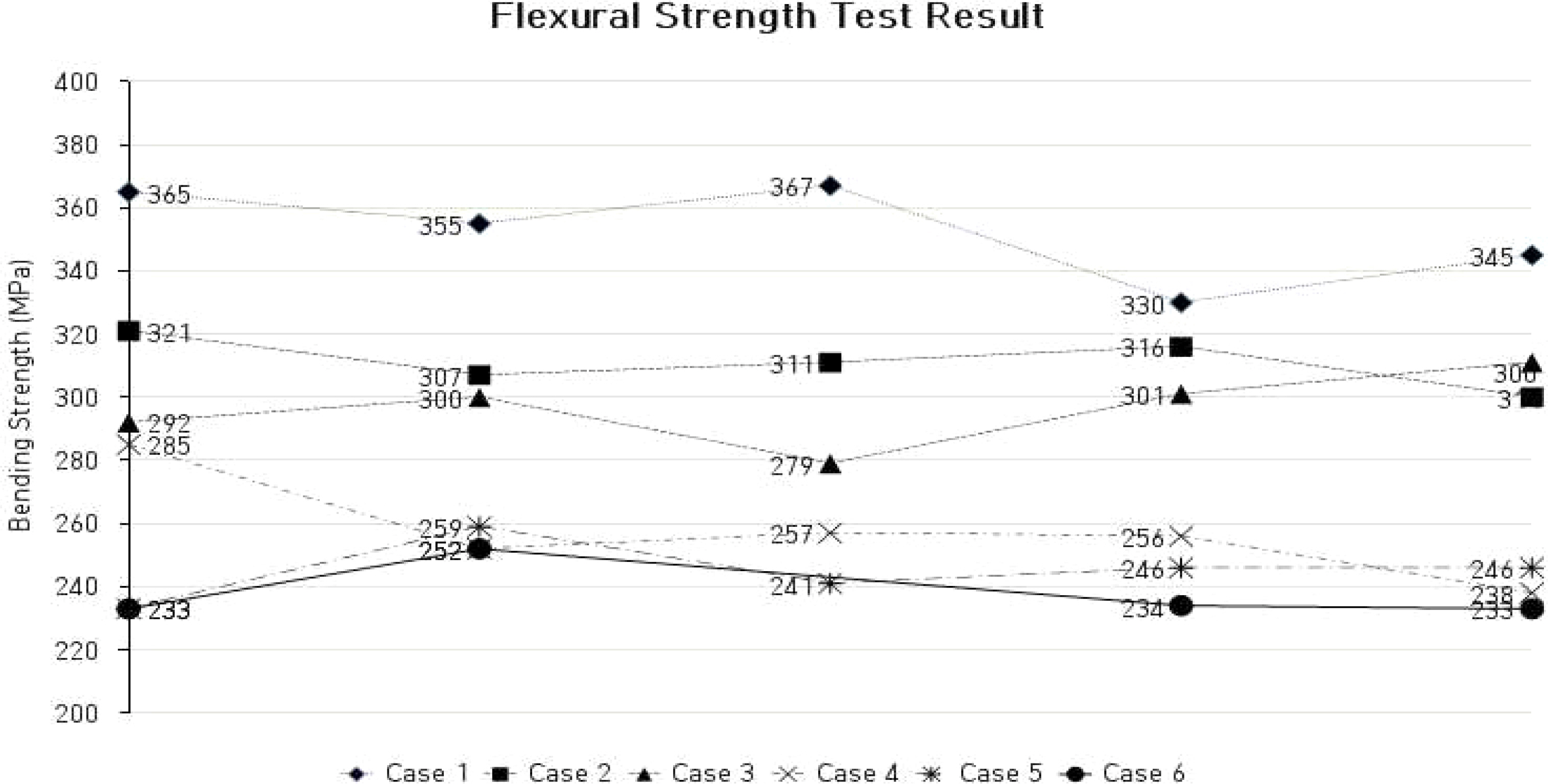
시편 굽힘 강도 시험결과, 모든 시험 유형에서 굽힘 강도 요구조건을 만족하는 것으로 나타났다. Figure 12.에서와 같이 시편의 손상깊이가 깊을수록 굽힘 강도가 감소하는 경향이 나타났으나, 인장강도 시험에서와 달리 모든 유형에서 굽힘 강도 170 Mpa을 만족하였다. 굽힘 강도는 인장강도 시험에서와 같이 0 ° 정상시편에서 더 높은 강도를 나타내었고, 마찬가지로 Putty 수리 경계면에서 시편과 수리부위 분리현상이 발생하였다. 시편의 굽힘 강도는 손상깊이가 4 mm인 경우에도 요구조건을 40% 상회하는 것으로 나타났다. 따라서 잠수함용 GFRP 표면에 발생한 작은 크기의 찍힘이나 손상부위에 Putty를 이용한 수리를 적용하더라도 굽힘 강도를 충족할 수 있을 것으로 판단된다.
4.결 론
본 연구에서는 함 건조현장과 GFRP 제작공장에서 사용되고 있는 Putty 수리법에 대한 적용기준을 마련하기 위하여 Putty 수리 후 GFRP의 구조강도 변화를 살펴보고 요구강도 충족여부를 확인하여 보았다. 기포, 균열, 찍힘과 같은 표면결함이 발생하는 경우 강화섬유층의 손상정도가 구조강도 저하의 주요 요인일 것으로 보고, GFRP 시편시험을 통해 가설을 검증하여 보았다. 대한민국 해군에서 운용중인 장보고-I급 잠수함용 GFRP를 연구대상으로 선정하여 핸드레이업 제작법을 통해 Panel과 인장, 굽힘 시험시편을 제작하였고, 손상의 깊이를 조작변인으로 설정하여 1, 2, 3, 4 mm의 손상을 인위적으로 만든 후 Putty 수리법으로 수리한 후 강도시험을 수행하였다.
인장강도 시편시험결과, 결함의 깊이가 1 mm 이하인 경우에는 DIN EN 61에서 제시하는 강도 요구조건을 만족하였으나 2 mm 이상의 결함깊이에서는 인장강도 요구조건을 만족하지 못하였다. 그러나 굽힘 강도 시험에서는 결함의 깊이에 상관없이 모든 시험유형에서 강도요구조건을 충족하여 우수한 굽힘 강도 성능을 나타내었다. 인장시험과 굽힘 강도 시험결과에서 결함의 깊이가 깊어질수록 구조강도가 저하되는 특성이 나타났는데, 시험시편의 단면을 관찰한 결과 결함의 깊이가 1 mm 씩 깊어질수록 시편 래미네이트의 강화섬유층이 한 층씩 손상되어, 하중을 견디는 강화섬유층이 감소되기 때문인 것으로 확인되었다. 인장시험과 굽힘 시험 후 시편의 Putty 수리부위를 관찰한 결과, 시편과 수리부위의 경계면을 따라 Putty가 분리되는 현상이 나타났는데, 이는 Putty 수리부위에 시편과 Putty의 결합력이 약하여 낮은 하중에서 수리면의 분리가 발생되며 하중을 견디는 역할을 수행하지 못하기 때문인 것으로 보였다. 즉 Putty 수리법은 인장강도나 굽힘 강도와는 무관하게 외관을 미려하게 개선하고 노치를 제거하여 응력집중이 발생되는 것을 예방하는 차원에서 사용될 수 있으나, 수리부위는 하중이 작용할 때 구조적으로 취약하다는 것을 확인할 수 있었다.
결론적으로 Putty 수리법은 래미네이트의 Roving 층(Second layer)에 손상이 가지 않은, 깊이가 2 mm 미만의 크기가 작은 결함에 한하여 적용하는 것이 구조강도를 고려하였을 때 적절할 것으로 보였으며, 강화섬유층이 손상되지 않은 단순 표면기포, 미세균열과 같은 결함에는 Putty 수리를 사용하는 것이 적절할 것으로 판단되었다.
함 건조현장과 GFRP 공장에서는 핸드레이업 공법뿐만 아니라 진공성형법으로 래미네이트를 제작하는 경우에도 표면손상 발생시 Putty 수리법이 주로 사용되고 있는데, 잠수함용 GRFP 래미네이트들의 적층구조적형상은 서로 유사하므로 모든 잠수함용 GFRP 제품에 대하여 본 연구결과를 적용할 수 있을 것으로 생각된다. 향후 조선소와 GFRP 제작업체에 본 시험결과를 공유하여 잠수함용 GFRP를 제작하는 과정에 적용할 수 있을 것이며, 관련기관과 업체의 추가 검토를 통해 형상식별서나 기술문서, 시방서에 반영하여 품질향상에 기여할 수 있을 것으로 예상된다.





