





1. 서론
기업 경쟁력은 고객 만족과 비즈니스 목표를 달성하는 데 기반하고 있는데, 이를 위해서는 변화하는 환경에서도 품질리더십을 확보하고 꾸준하게 유지하는 것이 중요하다. 오늘날 기업은 4차산업혁명의 출현으로 제품개발과 설계, 제조 프로세스의 운영과 개선에서 큰 변화를 겪고 있다. 4차산업혁명은 첨단 제조 및 엔지니어링 기술, 빅데이터 분석, 공정 자동화, 로봇공학, 모델링 및 시뮬레이션, 인공지능 및 나노 재료에 기반을 두고 있는데, 기업은 디지털 기술의 활용을 통하여 환경변화에 맞도록 기업 운영방식을 설계하고 구현할 필요가 있다(Zonnenshain and Kenett, 2020; Sony et al., 2020).
품질관리의 진화과정을 우선 살펴보면, Yum, et al.(2014)은 품질관리 활동을 1920년대부터 시작하여 1990년대 이후까지 4단계로 구분하여 기법이나 방법론의 태동과 활용 측면을 기술하였다. 1920∼1940년대에 통계적 품질관 리가 태동하여 관리도와 샘플링검사 방법이 개발되었다. 종합적 품질관리(Total Quality Control; TQC)는 1950∼ 1970년대에 파이겐바움에 의하여 시작되었다. 일본의 이시카와는 생산 현장 직장들의 품질관리 활동을 정리하여 품질관리 분임조(QC Circle)를 제안하였는데, QC Circle은 이후 2차, 3차 협력업체까지 급속히 보급되면서 일본식 품질관리를 대표하며 일본 제품의 품질 수준 제고에 크게 이바지한다. 1980∼1990년대는 품질경영의 시대이다. 데밍 (Deming)이 미국 제조업의 문제점과 발전 방향을 제시하였고, 국제표준화기구(ISO)에서 ISO 9000 시리즈를 발행하여 품질경영을 위한 국제적인 표준이 제정되었다. 1990년대 이후에는 식스시그마 혁신활동과 설계․개발 단계에서 품질을 확보하기 위한 활동이 활발하게 전개되었다. 식스시그마 혁신 방법론은 모토롤라에서 개발되고 GE(General Electric)에서 활성화되어 전 세계 기업에 보급되었다. 이 시기에는 설계․개발 단계에서 품질을 확보하기 위한 다구치의 강건설계, 품질기능전개 등의 방법론도 보급되어 기업의 앞단 품질을 높이는 데 크게 이바지한다.
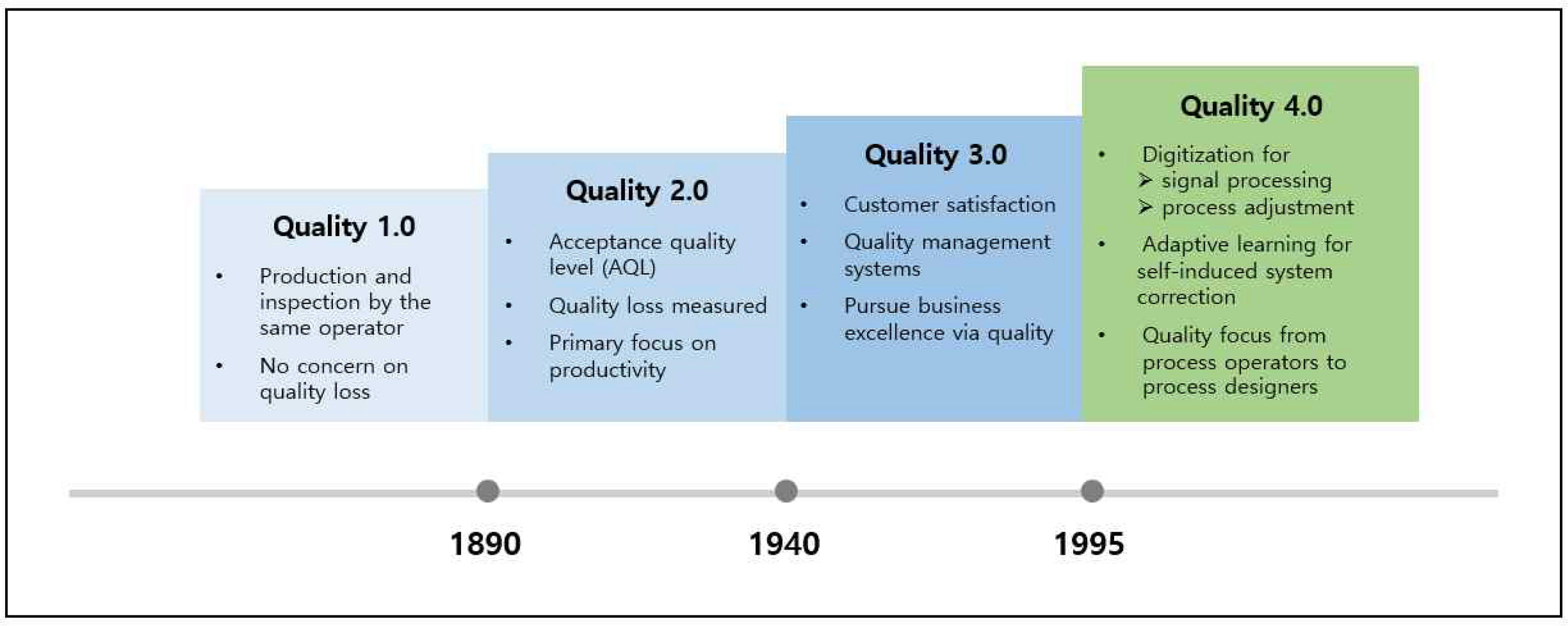
Watson(2019)은 품질개선을 위한 초점을 어디에 두느냐에 따라 1890년 이전(품질 1.0), 1890년~1940년(품질 2.0), 1940년~1995년(품질 3.0), 1995년 이후(품질 4.0)의 4단계로 품질관리 활동의 진화과정을 구분하였다. ‘품질 1.0’은 작업자의 생산성을 강조한 시대이다. 작업자가 측정과 검사를 병행하였는데, 검사 활동이 비용 절감이나 낭비, 손실, 비효율성 제거에 초점을 맞추지는 않는다. ‘품질 2.0’은 노동으로 얻을 수 있는 생산성 제고에 여전히 초점을 맞춘 시대인데, 합격품질수준(acceptable quality level)을 정하여 이를 달성하고자 노력하고, 스크랩과 재작업이 기업의 재정에 악영향을 미친다는 것을 인식하게 되었다. ‘품질 3.0’은 고객의 요구를 충족하고 더 나아가 고객을 만족시켜야 기업이 경쟁력을 확보할 수 있다는 것을 인식하여, ISO 9000과 같은 표준화 활동을 통하여 효과적 프로세스 설계, 공정 안정화, 업무 표준화를 도모하여 사업의 탁월성을 추구한 시기이다. ‘품질 4.0’ 시대에는 디지털화를 통하여 빅데이터에 기반을 두고 신호 피드백, 프로세스 조정, 자가학습 시스템을 이용한 프로세스 최적화를 도모한다. 품질개선의 핵심이 공정 운영자에서 공정설계자로, 인력의 배치도 생산부문에서 시스템 설계와 비즈니스 통합 부문으로 이동한다. 이러한 품질관리 활동의 진화과정에서 알 수 있는 것은 여건과 환경변화에 따라 품질관리 활동이 진화해 왔으며, 새로운 기술을 활용하여 고객의 기대에 부응하는 제품을 시장에 내놓아야 하고 품질 수준을 지속해서 높여야 한다는 것이다.
품질 4.0은 자동화, 연결성, 지능화가 결합하여 생성된 데이터 중심으로 이루어지고, 전통적인 품질관리 방법은 4차산업혁명 기술을 바탕으로 기업의 전반적 기능부서를 디지털화하면서 변화하고 있다(Johnson, 2019). 품질 측면에서 보면, 센서 등으로 얻어진 빅데이터를 이용하여 분석한 결과는 품질특성의 특이한 경향이나 변화에 관한 정보를 실시간으로 제공하여 교정시간을 단축하고 품질비용을 절감할 수 있다. 더군다나 데이터의 집중화로부터 얻은 가시성의 확대는 모든 이해관계자가 공급망 전체에 걸쳐 제품의 특성과 생산공정의 상태를 신속하게 파악하는 데 도움을 준다(Lyle, 2017).
본 연구에서는 우선 문헌을 조사하여 품질 4.0의 개념을 정리하였다. 기존 문헌에 나타난 품질 4.0의 요소를 정리하여 핵심요소를 선정하고, 품질 4.0의 단계별 수준을 정하며, 효과적 전개를 위한 방향을 제안하였다. 본 연구 결과는 품질 4.0을 도입하여 품질경영의 디지털화를 도모하려는 기업이 자체 품질 4.0 수준을 평가하고 취약점을 확인하여 개선을 위한 방향을 모색하는 데에 활용될 수 있을 것이다. 본 논문의 구성은 다음과 같다. 2절에서는 품질 4.0의 개념에 대한 선행연구 결과를 정리하여 적합한 품질 4.0의 정의를, 3절에서는 품질 4.0의 구성요소를 제시한다. 이를 바탕으로 4절에서는 품질 4.0의 성숙도에 따른 수준과 전개 방향을 제안하고, 마지막 5절에서는 본 연구의 결론 및향후 연구 방향에 관하여 기술한다.
2. 품질 4.0의 개념
4차산업혁명(Industry 4.0)의 개념은 2011년 독일이 제조업 경쟁력 제고를 위한 첨단 전략 계획을 수립하면서 처음으로 도입되었는데, 4차산업혁명 시대에는 컴퓨터 기술을 적용하여 기업의 업무 프로세스를 디지털화하고, 기술적 진보를 통합하여 탁월한 공정 운영 성과를 냄으로써 기업 경영의 혁신을 가속할 수 있는 기회를 창출할 수 있다 (Watson, 2019; Sony et al., 2020).
4차산업혁명 시대에 진입하면서 머신러닝(ML), 인공지능(AI) 등의 기술은 기업의 품질 활동에 큰 영향을 미치고 있는데, 이 시대에 필요한 품질 개념으로서 품질 4.0(Quality 4.0)이 등장하게 되었다. 4차산업혁명이 품질에 미치는 영향에 대해서는 2015년 ASQ의 미래품질 보고서(Future of Quality Report)에서 처음으로 소개되었고(ASQ 2015), 품질 4.0이라는 용어는 Dan Jacob에 의해 처음으로 언급되었다. 품질 4.0은 미래의 공장에서 중요한 역할을 맡고(Küpper et al., 2019), 자동화 및 정보통신기술의 발전을 통하여 기업의 품질을 구현하고 달성하는 틀이며 (Sony et al., 2021), 개선이 필요한 세부 사항에 초점을 맞춤으로써 저품질 비용을 줄이고 품질 문제의 원인을 추적할 수 있으며(Javaid et al., 2021), 고객의 소리(Voice Of Customer; VOC)를 수집하고 분석하여 고객의 관점에서 제품과 프로세스를 이해할 수 있다(Bowers and Pickerel 2019).
품질 4.0을 전개하기 위해서는 우선 그 개념을 파악하는 것이 중요하다. 4차산업혁명과 연관된 개념 설명을 보면, Dan Jacob은 기업 활동의 효율성과 성과를 높이고, 혁신적인 비즈니스 모델을 도입하기 위해 품질경영에 4차산업혁명 기술을 맞추어 적용하는 것을 품질 4.0이라고 언급하였다(Jacob, 2017). 이 외에도 품질 4.0은 4차산업혁명의 결과로서 기존의 품질특성이나 공정변수를 관리하기 위한 관리도가 실시간 품질 모니터링으로 변화한 것으로서, 생산 오류를 방지하고 제품, 프로세스와 시스템을 검증하기 위하여 품질 규격과 품질과 관련된 데이터를 정의, 수집, 분석 및 활용하여 것(Ngo and Schmitt, 2016), 디지털화, 인공지능 등 4차산업혁명 기술을 품질에 적용하는 것 (Bowers and Pickerel, 2019), 4차산업혁명에 나타난 디지털 기술을 품질경영에 적용한 것(Küpper, 2019), 4차산업혁명 맥락에서 품질과 조직의 우수성을 나타내는 용어(ASQ 2020) 등으로 정의되어 있다.
디지털화와 연결된 품질 4.0에 대한 개념 설명은 좀 더 다양하다. Forero and Sisodia(2020)은 품질 4.0을 정의하면서 종합적 품질경영(Total Quality Management: TQM)의 디지털화가 품질 기술, 프로세스, 사람들에게 미치는 영향을 언급하였다. 전통적인 품질 도구를 기반으로 연결성, 지능화, 자동화를 통하여 성과를 개선하고 데이터 기반의 의사결정을 수행하며 이해관계자에게 가시성(visibility)과 투명성(transparency)을 제공할 수 있음을 강조하였 다. 품질 4.0은 최신 기술을 사용하여 설계 품질, 적합성 품질, 성능 품질을 디지털화하는 것(Sony et al., 2020), 디지털 기술을 적용하여 생산 시스템의 운영에 관한 지식을 습득하여 실시간으로 공정을 최적화하는 것(Watson, 2019)이라는 정의도 있다. Escobar et al.(2021)은 품질 4.0이 통계적 공정관리(Statistical Process Control: SPC), TQM, 식스시그마에 이어서 4번째 물결이라고 강조하고, 기존의 SPC, TQM 철학에 기초하여 산업 사물인터넷, 산업 빅데이터, 산업인공지능을 활용하여 완전히 새로운 범위의 공학적 문제를 해결할 수 있는 방법론이며, 경험적 학습과 지식 발견, 실시간 데이터 생성, 수집 및 분석을 기반으로 적합한 의사결정에 도움이 되는 새로운 패러다임이라고 개념을 정리하고 있다.
품질 4.0 관련 11개의 문헌에서 조사한 품질 4.0 정의에 사용된 주요 용어를 <Table 1>에 정리하였다. <Table 1>을 보면, 4차산업혁명과 디지털화가 5번으로 가장 많이, 그다음으로는 품질경영이 4번, 첨단기술과 자동화는 각각 3번, 최적화, 지능이 각각 2번씩, 품질도구, 통계, 품질 모니터링이 각각 1회씩 사용되었다.
문헌 조사 결과를 기초로, 본 연구에서는 품질 4.0을 “품질경영에 4차산업혁명 기술을 적용하는 것으로서, 공정을 디지털화하여 자동화, 연결성, 지능화 수준을 높여 더 나은 의사결정을 가능하게 해주는 새로운 품질 패러다임”으로 정의하기로 한다.
3. 품질 4.0의 요소
3.1 품질 4.0의 구성요소
본 연구에서는 품질 4.0을 효과적으로 도입하기 위해 우선 이것을 구성하는 요소가 어떤 것이 있는지 분석하였다. 품질 4.0의 구성요소를 파악하고자 하는 이유는 다음과 같다. 첫째, 조직의 자원 낭비를 방지할 수 있다. 조직에서 품질 4.0을 도입할 때 중요한 요소가 제외되거나 불필요한 요소가 포함되어 있으면 자원을 효과적으로 활용할 수없어서 품질 4.0을 원활하게 전개할 수 없다. 둘째, 기업의 품질 4.0 구성요소의 현 수준을 평가하여 미흡한 부분을 파악하고 여기에 우선순위를 두어 체계적으로 품질 4.0 도입을 진행할 수 있다. 품질 4.0에 관한 연구는 꾸준하게 진행되고 있으나 연구기관이나 시점에 따라 제시하는 구성요소가 다르다. 그러므로 주요 문헌에서 제시하는 품질 4.0의 구성요소를 정리하여 그룹으로 구분하고 각 그룹에 세부 요소를 나열하는 것이 필요하다.
Jacob(2017)은 기업의 현재 수준을 파악하여 기존의 품질경영을 품질 4.0으로 전환하기 위하여 전통적인 품질 도구를 기반으로 디지털화가 품질 기술, 프로세스와 기업 인력에 미치는 영향을 고려하였다. 또한 품질 4.0의 구성요소로서 데이터, 분석, 연결성, 협업, 응용프로그램 개발, 확장성, 관리시스템, 규정 준수, 문화, 리더십, 역량의 11가지를 제시하였다. 이들 구성요소의 각 영역에서 기업의 수준을 평가하고 취약점을 파악하여 기업의 디지털화를 위한 투자의 우선순위를 정할 수 있다.
Sony et al.(2020)은 고객에게 고품질 제품을 제공하기 위하여 사용할 디지털 기술에 관해 초점을 맞추었는데, 품질 4.0을 구현하기 위한 요소로서 빅데이터 처리, 처방적 분석(prescriptive analytics), 품질 4.0을 통한 수평적· 수직적 통합, 전략적 우위 확보, 리더십, 교육, 품질 기업문화, 경영진의 지원의 8가지를 제시하였다.
Zonnenshain and Kenett(2020)은 데이터과학, 품질공학, 시스템공학이 더 나은 상호작용을 할 수 있는 방법을 모색하였다. 그들은 4차산업혁명 시대에 품질공학이 나아가야 할 방향으로서, 데이터 기반의 품질, 모델링 및 시뮬레이션을 적용한 증거기반 품질, 건전성 모니터링과 예측, 통합적 품질경영, 4차산업혁명과 연관된 성숙도, 혁신과 품질의 통합관리, 품질 4.0과 데이터사이언스, 신뢰성과 품질공학의 통합, 정보 품질 등 총 9가지를 제시하였다.
3.2 품질 4.0의 핵심요소
지금까지 품질 4.0의 구성요소와 관련된 주요 문헌의 내용을 살펴보았는데, 이들 3개의 문헌으로부터 품질 4.0을 구성하는 총 28개의 항목을 <Table 2>에 정리하였다. <Table 2>를 보면, 유사한 항목들이 여러 문헌에 공통으로 언급되고 있음을 알 수 있다. 따라서 품질 4.0의 구성요소를 개념의 유사성, 연관성에 따라 분류하여 <Table 3>과 같이 3개의 요소그룹인 ‘데이터 획득 및 분석기술’, ‘연결과 통합’, ‘리더십과 조직문화’로 그룹화하여 재분류하였으며, 핵심요소와 요소별 특징을 <Figure 2>에 나타내었다. 품질 4.0을 성공적으로 전개하여 정착시키기 위해서는 기업이 디지털화를 통해 데이터를 획득하고 분석하여 품질개선을 하고, 정보기술과 운영기술을 연결하며, 기능부서 간의 통합이 이루어져야 하고, 리더십을 바탕으로 새로운 조직문화를 구축하여야 한다.
3.2.1 데이터 획득 및 분석기술
데이터를 기반으로 한 결정은 수십 년 동안 품질개선의 핵심이었다. 데이터는 품질경영에서 가장 중요한 요소이며, 품질경영 프로그램의 성공은 데이터수집, 분석 및 의사결정 과정에 달려있는데, 센서 등 향상된 데이터 획득 시스템, 빠른 통신시스템의 개발로 많은 양의 데이터를 생성하여 실시간으로 전달을 할 수 있게 되어 데이터의 중요성이 더 주목받고 있다. 주의할 점은 많은 기업에서 데이터 수집계획을 세우지 않고, 센서 등 데이터 획득을 위한 하드웨어와 소프트웨어에 막대한 규모의 자본을 투입하여 엄청난 양의 데이터를 수집하여 저장하는 데에 주로 관심을 두고 있다는 것이다. 문제는 데이터가 그 자체로는 어떠한 형태의 유용한 정보도 제공하지 않는다. 품질 4.0을 도입하려는 기업은 데이터가 기업의 전체 업무 프로세스 개선에 도움이 되도록 하려면 우선 어떤 목적으로 데이터를 수집하여야 하는지에 대한 고민을 한 후에 투자계획을 수립해야 하겠다. 제조공정에서 수집하는 데이터는 구조화된 정형 데이터와 특정한 형식이 없는 비정형 데이터로 구분할 수 있다. 정형 데이터는 수치로 표현되는 데이터이고, 비정형 데이터는 특정한 저장 형식이 정해지지 않은 데이터로 이미지와 텍스트가 대표적이다. 제조 현장에서 얻을 수 있는 정형데이터는 계측기와 센서에서 나오는 수치화된 데이터 및 고객 구매, 주문, 제품 생산데이터 등이 있으며, 비정형 데이터는 커뮤니티 피드백 및 장비에서 생성되는 이벤트 로그 데이터와 카메라에서 얻는 이미지 데이터 등이 있다(Jang, 2012).
데이터는 기업의 연구/개발 및 설계, 공급망, 생산, 판매 및 마케팅 서비스 등 여러 가치사슬 단계에서 활용할 수있다. 감지기술(sensing technology)이 발전하면서 이전에 수집하지 못했던 다양한 데이터를 얻을 수 있게 되었으며, 공정에서 생성되는 데이터의 양도 폭발적으로 증가하였다(Shin et al., 2019). 공정의 운영과정에서 축적된 데이터를 분석하여 얻은 정보와 현재 가동 중인 장비에서 수집한 결과를 비교하여 현재 장비가 어떤 상태인지를 판별하고, 이상이 있으면, 수리 및 교체를 진행한다(Kim et al., 2018). 데이터를 활용하는 주목적은 외부의 물리적 환경에 대한 중요한 정보를 감지하고 내부 시스템의 신호를 샘플링하며, 의사결정에 유용한 정보를 획득하는 것이다. 하지만 수집된 데이터베이스에는 필요 없는 데이터도 포함되어 있는데, 이들은 전처리 과정을 통해 제외되어야 한다. 전처리가 필요한 데이터가 포함된 상태에서 분석하게 되면 자원이 낭비되고, 분석 결과가 쓸모없게 되기 때문이다. 그러므로 데이터 획득 과정은 조직 내부 및 외부에 분산된 여러 데이터 소스에서 필요한 데이터를 수집하는 과정과 수집된 데이터를 검색, 확인, 변환하여 정제된 데이터를 확보하는 과정으로 나눌 수 있다(Bok and Yu, 2017). 데이터 정제(data cleansing)를 위한 일반적인 데이터 전처리(data preparation) 방법은 다음과 같다.
첫째, 잡음의 처리이다. 대용량의 센서 데이터는 바로 실시간 분석을 통하여 의사결정에 이용되는데, 이러한 센서 데이터는 수많은 요인에 의해 오염되어 나타난다. 잡음이 포함된 센서 데이터에는 환경적인 요인이나 장비 오작동으로 발생한 의도하지 않은 신호가 반영되어 있어서 장비의 신뢰성과 정확성을 감소시킨다. 이를 처리하는 대표적인 것으로는 신호를 표현하고 추정함으로써 잡음을 해결할 수 있는 웨이블릿 변환 방법이 있다(Krishnamurthi, et al., 2020).
둘째, 결측 데이터 처리이다. 결측 또는 불완전한 데이터가 있으면, 데이터 분석은 부정확하거나 신뢰할 수 없는 결과를 생성할 수 있다. 이를 해결하기 위해서는 센서 데이터의 결측치를 추정해야 하는데, 이러한 문제를 해결하기 위해 3단계의 과정이 필요하다. (1) 결측 데이터의 원인을 찾는 것이다. 주된 원인은 네트워크의 연결성 미흡, 센서 네트워크의 결함, 환경적 요인 및 동기화 문제이다. (2) 결측 데이터의 패턴을 파악해야 한다. 두 가지 대표적 접근 방식으로는 규칙이 있는 결측 패턴(monotonous missing patterns)과 무작위 결측패턴(random missing patterns) 방법이 있다. (3) 결측 데이터에 대한 값을 근사화하기 위한 모델을 사용해야 한다. 일부 누락값을 근사화하는 방법으로 단일 대체(imputation) 알고리듬, 다변량 대체 알고리듬 등이 있다. (Krishnamurthi et al., 2020).
셋째, 데이터 정규화 또는 표준화이다. 공정데이터는 스케일이 큰 변수에 의해 많은 영향을 받기 때문에, 데이터 알고리듬에 활용하기 전에 정규화나 표준화를 통해 동일한 척도로 변환하면 학습 속도 및 정확도를 높일 수 있다 (Escobar et al., 2020).
넷째, 고차원 데이터(high-dimensional data)를 위한 전처리이다. 고차원 데이터는 많은 변수를 갖는 데이터를 의미한다. 변수가 많으면 이를 분석하기 위하여 훨씬 많은 관측치가 필요한데, 사실 고차원 데이터에는 주어진 분석목적과는 관련 없는 변수들이 많이 포함될 가능성이 크다. 관련 없는 변수들이 포함되면 모델의 성능이 떨어지게 된다. 따라서 최대한 목적에 맞는 적절한 변수들로 데이터를 구성하여야 한다. 이렇게 모델링에 유용한 변수를 찾는 과정을 특징공학(feature engineering)이라고 한다. 특징공학은 특징선택(feature selection)과 특징 추출(feature extraction)의 두 가지로 나누어진다. 특징선택은 주어진 특징(변수) 중에서 모델링을 위해 유용한 특징들만을 선택하는 과정이고, 특징추출은 기존의 특징들을 결합하여 더 유용한 변수를 생성하는 것이다. 대표적인 방법으로 주성분 분석이 있다.
다섯째, 대표성 없는 데이터를 처리하는 방법이다. 일반화된 모델을 생성하기 위해서는 분석 대상 모집단을 잘 대표하는 훈련데이터를 추출하는 것이 필요하다. 대표성 없는 데이터로 모델링을 수행하게 되면 생성된 모델이 일반화 되지 못해서 신규 데이터를 예측할 때 매우 부정확한 예측을 수행하게 된다(Géron, 2019).
그 외에도 목적에 맞게 수치형 데이터를 병합하여 범주형 데이터로 변환하거나, 잘못된 레이블을 확인하고 수정할 필요가 있다. 또한 분류문제에서 모델링을 위한 개별군(class)에 속하는 데이터의 개수가 매우 다른 경우에 언더샘 플링(under-sampling)이나 오버샘플링(over-sampling) 등을 통해 군간 불균형을 해소하는 과정 등이 데이터 전처리 단계에 포함될 수 있다.
데이터는 그 자체로는 가치가 없고, 축적된 데이터를 결합한 후 분석하여 중요한 정보를 파악할 때 가치가 발생한다. 지금까지는 품질을 보증하기 위하여 데이터 취득 비용과 시간 때문에 공정으로부터 일정한 시간 간격을 두고 표본을 취하여 주요 통계량을 관리도에 타점함으로써 공정 상태를 모니터하고, 이상원인이 발생하면 공정에 조처하여 안정상태로 복귀시키는 통계적 공정관리 방법을 주로 활용하였다(Montgomery, 2013). 이제는 센서 등을 통하여 축적 되는 데이터의 양이 급증하면서 데이터수집, 적재 및 표준화, 분석 후 실시간으로 신속하게 정보를 도출할 수 있는 빅데이터와 인공지능 분야가 급격하게 성장하고 있다. 또한 데이터 수가 커지는 것 외에 데이터의 속성을 나타내는 변수를 쉽게 측정할 수 있어서, 프로세스에서 얻은 데이터는 일반적으로 고차원 관측 데이터가 된다. 이것을 효과적이고 효율적으로 분석하기 위해서는 전통적 방법, 데이터마이닝, 비모수적 방법을 결합한 새로운 방법을 모색해야 한다. 더군다나 획득하는 데이터가 다변량, 자기상관(autocorrelated), 프로파일(profile), 시공간(spatio-temporal), 전산실험등 다양한 형태로 나타나기 때문에 다변량분석, 시계열분석, 기능데이터분석(functional data analysis), 공간통계학 (spatial statistics), 비모수통계, 크리깅(Kriging) 등의 고급 분석기법이 필요하다(Yum, et al., 2014). 여러 프로세스에서 생성되는 이러한 방대한 데이터를 체계적으로 연결하는 것이 중요한데, 데이터 융합(data fusion)은 빅데이터 플랫폼이 데이터 생태계의 진정한 혁신을 이루기 위한 필수 조건이라 할 수 있다(Song, 2021). 데이터 융합은 다중 데이터 소스의 결합을 통하여 개선된 정보를 얻는 것이다. 여러 센서의 데이터와 관련 데이터베이스의 정보를 결합하여 단일 데이터 센서를 사용할 때보다 정확도를 향상하고 더 세밀한 추론을 할 수 있다(Hall and Llinas, 1997).
데이터 분석기술의 용도는 다음과 같다. 첫째, 데이터 분석을 기반으로 한 새로운 통찰력을 얻는 것이다. 기업은 머신러닝과 인공지능 등 분석 기법으로 발견한 패턴을 기반으로 상관관계를 파악하여 기존 분석 방법으로는 발견하기 힘든 성능을 저하할 수 있는 잠재요소를 확인하는 등의 새로운 통찰력을 얻을 수 있다. 이러한 통찰력은 특정 기계의 고장을 예측하는 것과 같은 전통적인 분석 결과보다 훨씬 더 구체적인 정보를 제공할 수 있다. 머신러닝을 활용하면 다차원의 방대한 데이터를 학습하여 새로운 데이터의 속성을 분류하고 예측할 수 있으며, 다차원의 인자를 바탕으로 자동화된 고장 분류 수행 및 고장 기준 및 열화 모델 구축을 수행할 수 있다(Youn et al., 2017).
둘째, 실시간으로 품질관리를 할 수 있다. 전통적인 제조공정에서는 공정이나 반제품 또는 최종 제품에 문제가 있는지를 시각, 청각, 촉각을 이용하여 작업자의 육감을 통하여 진단하는 경우가 많았다. 이러한 방법은 시간이 오래 걸리고 작업자의 숙련도와 업무 당일 컨디션에 영향을 받아 오류가 발생하기 쉽다. 하지만 지금은 데이터 분석을 통한 이미지 처리 알고리듬을 활용하면 불량 여부를 실시간으로 검증할 수 있다. 예를 들어, 센서와 카메라를 통해 물체를 식별하고 검사하는 비전시스템으로 불량 여부를 판정하고, 딥러닝 기법으로 불량현상을 분류한 후 학습을 통해 새로운 불량 패턴을 도출하며, 이를 이용하여 불량 알고리듬을 개선할 수 있다(Chong et al., 2020). 물론 지금까지는 제품의 불량 여부를 판정할 때, 센서 데이터를 이용한 방법이 해당 공정의 전문가 판단보다 항상 좋다고 할 수는 없다. 하지만 시간이 갈수록 데이터 분석방법이 고도화되면 이러한 이미지 처리 알고리듬의 능력이 나아질 거라고 예상된다.
셋째, 품질보증에 활용할 수 있다. 전통적인 품질보증은 고도로 숙련된 엔지니어가 경험에 따라 수작업으로 수행한 결과에 많이 의존했다. 하지만 지금은 생산 현장의 주요 지점에 카메라를 설치하여 실시간으로 공정의 문제점을 파악하여 신속하게 수정함으로써 최종 제품의 불량 발생을 예방할 수 있다. 머신러닝, 통계 및 최적화 기법을 활용하여 공정데이터를 분석함으로써 공정을 실시간으로 모니터링하고 제어할 수 있다(Escobar et al., 2021).
넷째, 데이터 시각화를 향상한다. 전통적인 시각화에는 보고서, 도표 및 계기반(dashboard)이 포함되지만, 빅데이터의 시각화는 여러 소스의 콘텐츠를 인터페이스로 결합하여 보여줄 수 있다. 인터페이스를 활용하여 데이터를 정렬, 필터링, 재배열하거나, 고급통계, 시계열 분석, 상관성 분석 등 다양한 분석 기법을 통하여 원하는 정보를 쉽게 시각화하여 파악할 수 있으며, 이를 통하여 숨겨진 추세와 패턴 발견함으로써 효과적으로 품질개선을 할 수 있다.
다섯째, 데이터 기반의 의사결정을 할 수 있다. 전통적인 데이터 관리는 수작업으로 진행되어 데이터를 조회하기가 어렵고 일부 데이터를 빠뜨리거나 잘못 기록하는 문제가 빈번하게 발생하여 데이터를 이용한 의사결정을 하기가 어려웠다. 하지만 지금은 공정의 전산화 및 디지털화를 통하여 기업 활동 전반에 걸쳐 실시간으로 데이터를 집계하고 관리할 수 있어서 데이터 기반의 의사결정이 가능하다(Chong et al., 2020).
데이터를 분석하여 의미 있는 정보를 추출하기 위해 주의해야 할 사항들이 있다. 첫째, 상관관계와 인과관계를 구분할 필요가 있다. 데이터마이닝 혹은 머신러닝을 통해 얻어지는 결과는 변수들의 상관관계를 보여줄 뿐이지 인과관계를 설명하지 못한다. 두 변수가 상관관계에 있다고 해서 하나의 변수가 다른 변수의 원인이라고 할 수는 없다. 그런데 이를 인과관계로 해석한다면, 잘못된 해석으로 이어질 수 있다. 한 연구자가 연간 아이스크림 판매량과 연간 익사 사망자 수를 비교하여 두 변수 간에 상관관계가 있다는 것을 제시하였다. 그런데 이를 바탕으로 익사 사망자의 증감은 아이스크림이 그 원인이라고 말할 수 없는 것이다. 인과관계는 관련 전문가들에 의하여 철저한 실험이나 검증을 통하여 밝혀져야 한다(Kim and Cho, 2013).
둘째, 분석모형을 적절하게 설계하고 그에 맞는 데이터를 수집해야 한다. 사람들은 데이터가 많으면 당연히 더 우수한 연구 결과를 얻을 수 있을 것으로 착각하여 데이터만 있으면 모든 문제가 해결될 수 있다고 생각하고 데이터수집에만 집중하는 경향이 있다. 한 예로 영국에서 멸균우유의 장점을 평가하기 위해 2만명을 대상으로 연구를 수행하였다. 그러나 정작 6쌍의 쌍둥이만으로 더 통계적으로 신뢰할만한 결과를 얻을 수 있었다. 연구설계를 적합하게 수립하는 것이 최우선이 되고, 꼭 빅데이터가 아니더라도 분석모형 설계에 맞는 데이터가 확보되어야 한다(Student, 1931).
셋째, 모집단의 편향에 주의하여야 한다. 분석을 위해 많은 정보를 광범위하게 수집한다고 하는데, 수집된 데이터의 모집단에 대해서만 결과를 기술해야 한다. 즉, 수집된 데이터가 대표하는 모집단을 벗어나는 경우까지 일반화하여 결론을 내리지 않도록 주의해야 한다. 한 예로 2차 대전 중 미 해군에서 항공기의 생존확률을 높이는 방안으로, 항공기에서 강화해야 할 부분을 추정하기 위해 피격되어 귀환한 항공기의 피탄 분포를 조사하여 이를 바탕으로 피탄이 집중된 부위를 강화하였다. 그러나 이때 간과한 사실은 수집된 모집단은 피탄이 되고도 살아남아 귀환한 기체들이라는 점이다. 오히려 중요한 부위가 피탄된 항공기는 귀환하지 못했을 가능성이 크다. 귀환한 기체에 대해서는 오히려 피탄이 안된 부위를 살피는 것이 중요하다. 수집된 모집단의 범위를 명확히 이해하고 분석을 해야만 유용한 정보를 얻을 수 있다(Marc and Francisco, 1984).
넷째, 특정한 분석 알고리듬이 가장 적절하다고 예단하면 안 된다. 모든 데이터에 가장 좋은 성능을 보여주는 분석 알고리듬은 존재하지 않는다. 1996년 Wolpert는 데이터에 대한 가정 없이 한 방법을 다른 방법보다 선호할 근거는 없다고 하였다(Wolpert, 1996). 즉 데이터를 분석하기 전에 가장 적합할 것이라고 보장할 수 있는 모델은 없다는 것이다. 따라서 주어진 데이터에 대해서 직접 분석을 수행하여 해당 데이터에 가장 적합한 알고리듬을 찾아야 한다.
다섯째, 데이터 이상치를 제거하여야 한다. 공정 내에서 측정기의 고장이나 부적합으로 인한 오류, 데이터 입력 및 처리 과정에서의 오류 등으로 이상치가 발생할 수 있다. 데이터 이상치는 신뢰할 수 없는 분석 결과로 이어질 수 있으므로 데이터를 분석하여 의사결정을 수행하기 전 상관분석에 기반을 둔 분류, 주성분 분석 등으로 이상치를 식별하여 품질 데이터의 정확성을 향상해야 한다. 이상치를 처리하는 방법에는 LOF(Local Outlier Factor)나 iForest(isolation Forest)와 같이 직접 이상치를 찾는 방법이 있고, 이상치에 의해 모델이 왜곡되는 것을 최대한 예방하기 위해 모델링을 할 때 이상치에 의한 영향 정도를 최대한 줄여주는 강건회귀(robust regression)와 같은 알고 리듬이 제안되었다. 회귀 문제에 많이 활용되는 SVR(Support Vector Regression)은 목적함수를 새롭게 정의하여 이상치의 영향력을 최대한 줄여줄 수 있다(Jun, 2008).
3.2.2 연결과 통합
품질 4.0을 효과적으로 추진하기 위해서는 정보기술(Information Technology: IT)과 운영기술(Operational Technology: OT)을 연결하여 신속한 의사결정과 미래 예측을 할 수 있어야 한다. IT는 하드 드라이브 등 저장할 수 있는 모든 전자 장치, 데이터를 전송할 수 있는 통신망, 데이터를 분석하여 유용한 정보를 낼 수 있는 응용 소프트 웨어 등을 말한다. OT는 물리적 장치의 성능을 모니터링하고 제어할 수 있는 하드웨어와 소프트웨어를 결합한 것으로서, 산업통제시스템(Industrial Control System: ICS)이 대표적이다. ICS는 프로세스를 운영하고 자동화하는 데 사용되는 장치, 시스템, 네트워크 및 제어를 포함하는 다양한 유형의 제어 및 계측 시스템이다. 가장 일반적으로 활용되는 ICS로는 감시제어 및 데이터수집 시스템(Supervisory Control and Data Acquisition: SCADA)과 분산제어 시스템(Distributed Control System: DCS)이 있다. SCADA는 기업 현장 전체를 전반적으로 감시하고 제어하는 집중화된 시스템으로서, 중앙처리센터, 지역 제어시스템, 통신시스템 등 3개의 구성요소로 이루어져 있다. DCS는 각 현장의 생산시스템을 관리하는 데 쓰이는 것으로서, 센서, 컨트롤러, 구동기를 연결하는 프로세스 제어시스템으로서, 중앙의 감시나 제어는 이루어지지 않는다(Garimella, 2018; Han, 2020).
제조환경의 미래는 사업 고유의 가치사슬 프로세스에서 다양한 사물과 개체가 인터넷을 통해 연결되고 자동화된 정보전달과 적시 판단을 할 수 있는 모습으로 나타날 것이다(Joo, 2017). 이는 결과적으로 품질, 엔지니어링, 운영 및 공급망과 함께 더 나은 데이터 기반 의사결정과 여러 기능부서 간의 관련성과 정보의 흐름을 시각적으로 제공한다. 4차산업혁명 시대에는 기업 활동을 구성하는 계획 – 설계 – 생산 – 마케팅(판매)의 모든 단계가 빅데이터, 인공지능, 사물인터넷 플랫폼을 통하여 연결되어 있다(Park et al., 2017). 독일의 지멘스는 제조 혁신을 위해 제품개발 가치사슬의 수평통합, 공장 생산설비의 수직통합을 진행하였다(Kim, 2018). 수직적 통합은 제조 현장의 생산설비인 센서, 구동기 등을 포함한 모든 기기에서 얻어진 데이터를 기업 업무 시스템의 기능적 계층인 제조실행시스템 (Manufacturing Execution System: MES), 전사적 자원관리시스템(Enterprise Resource Planning: ERP) 등과 실시간 연계하는 것인데, 공정 최적화와 생산성 향상을 지원한다. 수평적 통합은 사내 기능적 부서뿐만 아니라 공급망에 있는 여러 업체를 네트워크로 연결하여 제품개발, 제조, 물류, 사후관리 등의 프로세스를 지원하기 위한 정보를 실시간 연계하는 것으로서, 데이터 분석 결과에 기반한 실시간 소통 및 의사결정을 지원한다(Kwon et al., 2016).
3.2.3 리더십과 조직문화
조직문화는 오랜 기간에 걸쳐 형성되어 조직에 공통으로 내재되어 있는 사고방식이나 행동양식이다. 다른 혁신활동과 마찬가지로 품질 4.0 도입의 궁극적 성공 여부는 리더십을 바탕으로 조직문화를 어떻게 잘 바꿀 것인지에 달려있다. 많은 혁신활동의 전개 양상을 보면 혁신의 성공 여부는 기술보다는 구성원의 태도와 조직의 변화에서 결정되는 것을 알 수 있다. 품질 4.0을 추진하는 목적과 그 가치가 제대로 인식되고, 조직 전체와 구성원에 돌아가는 혜택을 기대할 수 있어야 사람들은 움직인다. 기업의 구성원들이 과거의 관행이나 틀에 안주하여 디지털전환 환경에 적응하려는 태도가 없으면, 품질 4.0은 성공할 수 없다. 품질 4.0에 맞는 조직문화를 만들기 위해서 최고경영자는 품질 4.0 의 추진을 주도할 능력과 리더십을 갖춘 챔피언을 정해야 한다. 챔피언의 역할은 품질 4.0을 지원하고, 추진과정에 발생하는 장애물을 제거하며, 조직원들과 소통하고, 기능부서 사이 접점에서 문제가 생길 때 이를 조정하는 역할을 해야 한다. 품질은 고객의 요구 또는 기대를 바탕으로 제품설계와 개발, 생산, 판매, 사후관리에 이르기까지 기업 전반 경영활동의 결과로 나타난다. 따라서 4차산업혁명 시대에도 품질부서는 다른 기능부서들과 유기적으로 연결되어 품질 4.0이 기업 전반에 스며들 수 있도록 조직문화 구축에 주도적인 임무를 수행해야 한다(Jang et al., 2019). 품질 4.0을 성공적으로 도입하기 위해서는 다음과 같이 세 가지 요건이 갖추어야 한다.
첫째, 변화를 수용할 수 있는 문화가 필요하다. 품질 4.0은 많은 양의 데이터를 분석하여 기업 전반의 품질 수준을 향상하려고 하므로 투명성, 연결성, 협업이 중요한 이슈이다. 따라서 기업 전반에 이러한 변화를 수용할 수 있는 개방적이고 수용적인 문화가 필요하다(Sony et al., 2020). 이를 위하여 전략적으로 인적자원관리를 개선하여 변화를 수용하는 조직문화를 조성해야 한다(Sony et al., 2021).
둘째, 품질 4.0을 위한 고급기술을 교육하고 훈련하여 인력을 고급화해야 한다. 품질 4.0은 학습과 훈련의 과정이 필요하다. 특히나 새로운 IT에 기반한 품질경영을 구현하기 위해서는 품질 4.0을 위한 고급의 기술 교육과 훈련이 필수적이다(Zavadska and Zavadsky, 2018). 교육은 최고경영자, 경영진, IT 인력, 일반 기능부서에 맞게 진행되어야 한다. 체계적으로 데이터 분석기술을 가르치기 위해서는 전문인력을 영입하거나, 외부 교육기관 또는 컨설팅 기관의 도움을 받아 일정 기간 사내 인력을 교육하거나, 사내 실무 인력이 외부에서 교육을 받아서 실력을 키워야 한다. 기업이 처한 환경에 맞는 한 가지 방법을 택하거나 2개 이상의 방법을 조합하여 교육을 시행할 수도 있다. 조직 문화를 바꾸는 것은 장기간 전략적인 접근이 필요한데, 교육과 훈련은 구체적이어야 하고 품질 4.0을 구현할 수 있는 시점까지 지속되어야 한다(Sony et al., 2020).
셋째, 위의 두 가지 요건을 갖추기 위해서는 최고경영자가 전략적으로 리더십을 발휘해야 하는데, 조직원이 변화된 문화를 수용하고 품질 4.0에 필요한 IT를 습득하도록 하여 조직 전반에 품질 4.0에 맞는 문화가 정착하기 위해서는 한 가지가 아닌 다양한 스타일 조합의 리더십이 필요하다(Zavadska and Zavadsky, 2018).
4. 수준 평가와 전개 방향
2019년 2월 보스턴컨설팅 그룹은 소비재, 의료 기술 및 제약 부문 등 18개 산업을 대표하는 221개 기업의 경영진과 품질관리자를 대상으로 품질 4.0의 추진 실태에 대한 설문조사를 시행하였다. 설문조사에 따르면 품질 4.0 추진을 완료하였다는 응답은 없었으며, 16%가 추진 중이고, 20%가 추진계획을 세우고 있으며, 63%가 추진할 계획이 없다고 하였다. 그런데 품질 4.0의 추진을 가로막는 가장 큰 장벽은 디지털 기술 및 역량 부족으로 나타났다(Küpper et al., 2019). Sony et al.(2021)은 품질 책임자 50명이 응답한 설문조사의 결과로서, 기업의 품질 4.0 전개를 막는 5가지 요인은 높은 초기 투자비용, 자원 부족, 구현지식 부족, 부정적 조직문화, 불분명한 경쟁우위 순으로 나타났다.
대부분 제조기업은 여전히 전통적인 품질평가 방법에 의존하고 있는데, 이러한 방식으로는 경쟁력을 유지하는 것이 점점 어려워지고 있다. 따라서 기존 또는 새로운 생산공정의 품질에 대하여 혁신적인 대처를 하지 않는 기업들은 미래 시장에서 생존하기가 더욱 힘들어질 것이다.
4.1 품질 4.0의 수준 평가
품질 4.0을 추진하기 위해 우선 기업의 품질 4.0 수준이 어느 정도인지 파악해야 한다. 품질 4.0의 성숙도를 몇ㅍ단계 수준으로 평가하기 위해 스마트팩토리 구축 로드맵과 4차산업혁명 기술의 성숙도 평가 방법을 참고하였다. 스마트팩토리 구축 로드맵을 분석하여 제조공정에 4차산업혁명 기술을 어떻게 적용하였는지에 대하여 단계별로 알아 보고, 4차산업혁명 기술의 성숙도 모델을 검토하여 기술 도입을 위해 필요한 역량과 개선영역을 파악하였다. 4차산업혁명 성숙도 모델은 다양하지만, 기본 요구사항부터 전체 구현에 도달하기까지 필요 역량과 개선영역을 단계별로 제시한 ISO 33003을 분석하였다(Gökalp and Sener, 2017).
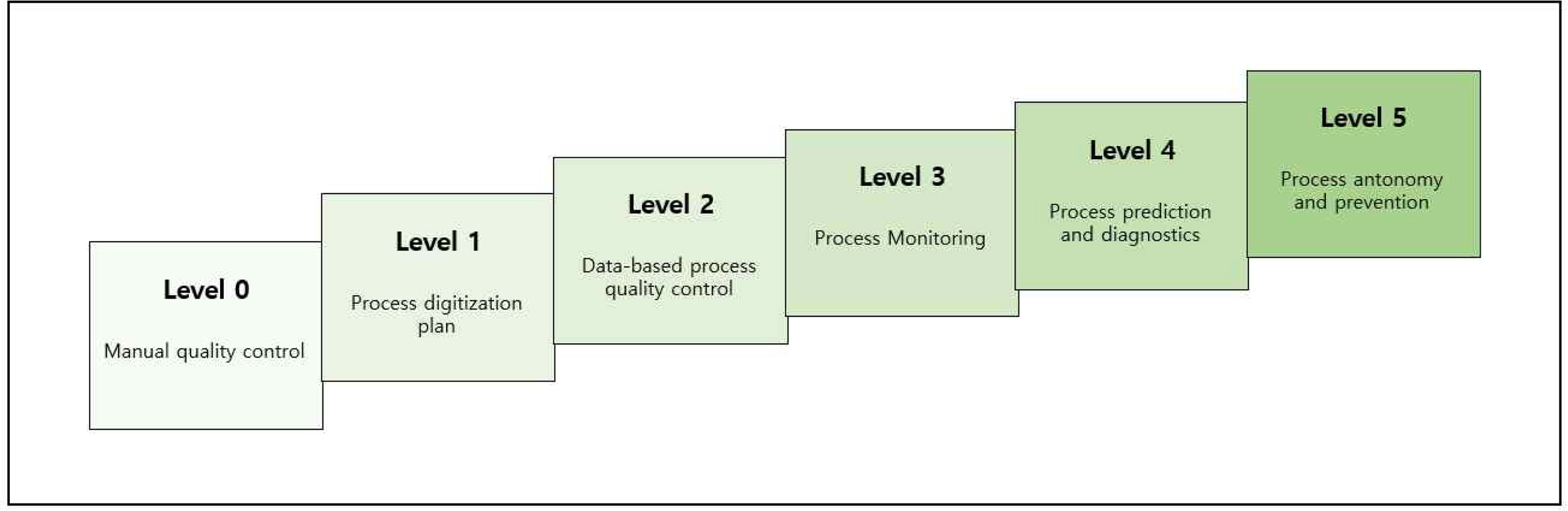
공정 품질 측면에서 4.0의 단계별 수준을 <Figure 3>에 나타내었으며, 공정 품질과 품질 4.0의 핵심요소인 데이터 획득과 분석기술, 연결과 통합, 리더십과 조직문화의 4가지 측면을 고려하여, 품질 4.0의 수준을 대부분 공정을 수작업으로 진행하는 단계(Level 0)부터 소프트웨어 기술을 활용하여 자율화하고 미래를 예측하는 단계(Level 5)까지 6단계로 분류한 것은 <Table 4>에 제시하였다.
본 연구에서 제시한 단계는 기업의 품질 4.0 수준을 확인할 수 있는 잣대로 활용될 수 있으며, 향후 품질 4.0 도입 시 조직의 자체 평가 결과에 따라 개선해야 할 부분의 파악과 우선순위를 정하는 지표로 사용할 수 있다.
4.1.1 0 수준
기본적인 수준의 디지털화도 되지 않아서 품질관리를 대부분 수작업으로 진행하는 단계이다. 제조 및 경영활동에 관련한 기업자원은 수작업이나 아주 기초적인 경영관리 프로그램을 이용하여 관리한다.
4.1.2 1 수준
기업의 최고책임자와 품질경영 담당자가 디지털화로 전환하기 위한 기술 인프라에 관심을 가지는 단계로 4차산업 혁명 기술 도입을 고려하는 단계이다.
센서 및 IoT 등 새로운 데이터수집 기술을 도입하기 위해 인프라를 구축하기 위한 계획을 세운다. 경영진은 4차산업혁명 기술과 품질 4.0을 도입하여 기업의 품질향상을 이루겠다는 관심을 가지는 단계이다.
4.1.3 2 수준
제조 현장의 품질 데이터를 실시간으로 수집하여 본격적으로 데이터 기반의 공정 품질관리를 시작하는 단계이다.
각 공정에서 데이터가 정의되고 수집되기 시작하지만, 조직의 다른 기능과는 통합되지 않은 상태이다. 수집된 데이터의 용도는 기본적인 통계적 품질관리 방법 등을 이용하여 이상상태를 탐지하고 그 원인을 파악하는 수준이다.
센서, 구동기, 컨트롤러 등과 같은 필드장치가 네트워크를 기반으로 연결되어 실시간 통신 및 데이터 교환이 가능하고, 구성원들이 품질 4.0의 중요성을 인식하는 단계이다.
4.1.4 3 수준
IT와 OT가 연결되고, 데이터를 이용하여 기본적인 분석이 시작되며, 제조 데이터의 연결성을 높이기 위하여 여러 소스의 데이터가 통합되고, 분석되며, 시각화가 이루어지는 단계이다.
품질 4.0 구현을 위하여 취득할 데이터가 명확하게 식별되어 체계적으로 데이터베이스에 수집되어 저장된다. 저장된 데이터는 분석을 거쳐 도표, 계기반 등의 형식으로 시각화되어 공정 흐름을 유기적으로 살필 수 있는 단계이다. 고객의 다양한 요구사항에 맞는 제품개발과 공정 최적화를 이루기 위해 공장 내 정보들을 자유롭게 연결하여 활용하는 수직적 통합이 이루어지고, 필드 장치, 생산관리, 제조, 생산계획에 IT 시스템을 통합하는 단계이다. 품질 4.0에 맞는 조직문화를 구축하기 위해 새로운 기술을 활용하기 위한 교육계획을 수립하여 진행하는 단계이다.
4.1.5 4 수준
수집된 데이터를 구조화하여 분석하고, 분석 결과 지식기반에 따라 공정을 예측, 진단하는 단계이다.
데이터 분석을 활용한 공정 예측으로 기계의 오작동과 오류를 사전에 방지할 수 있으며 생산과정에서 발생하는 부적합 데이터를 센서나 IoT와 같은 장비에서 수집한 후 분석을 통해 품질 불량을 사전에 통제한다. 품질에 미치는 영향을 파악하기 위하여 개별공정이나 특정 부분의 신호를 이용하여 유의한 인자를 파악하여 관리할 수 있다. 제조, 물류, 마케팅, 엔지니어링, 사후관리와 같은 다양한 가치 프로세스를 지원하기 위하여 IT 시스템이 이들 프로세스와 수평적으로 통합되고, 조직 내 기능부서가 유기적으로 연결되어 품질 4.0을 효과적으로 도입하기 위해 조직의 체계와 운영 프로세스를 개선하는 단계이다.
4.1.6 5 수준
자가적응(self-adapting), 자가학습(self-learning), 및 자가유지(self-sustaining)를 실행하는 소프트웨어의 기술을 조합하여 적용하는 수준으로 공정을 자율화하는 단계이다. 자가적응은 변화하는 조건에 실시간으로 반응하고 조정하여 목표를 달성할 수 있게 하고, 자가학습은 제조환경 전반의 데이터를 이용한 정보를 활용하여 더욱 정확성을 높이고 예측범위를 넓힌다. 자가유지는 설비 이상을 감지하고, 시정조치를 취하여 성능 저하를 방지하는 것이다 (Pietri, 2020).
데이터와 정보는 머신러닝, 인공지능 등 데이터 분석방법과 실시간으로 결합되고, 축적된 지식을 활용하여 공정이 최적화되거나 권장 사항이 제공된다. 사내 조직 및 공급망 내의 주요 기업들이 다른 정보시스템을 사용하더라도 필요한 정보를 효과적으로 교환할 수 있도록 상호 운용성 통합이 확보되어야 한다(Kwon et al., 2016). 이 수준에서는 모든 조직원이 품질 4.0의 중요성을 인식하고 각자에 필요한 교육과 훈련을 받아서 품질 4.0이 기업 전반에 수용된다.
4.2 품질 4.0 전개 방향
앞서 품질 4.0의 성숙도 수준을 6단계로 제시하였는데, 이를 바탕으로 품질 4.0을 도입하기 위한 전개 방향을 제시하고자 한다. 기업의 변화는 결국 사람이 만드는 것이다. 성공적으로 품질 4.0을 진행하기 위해서는 최고경영자가 리더십을 발휘하여 기업에 적합한 추진체계를 구성하고, 조직의 구성원 각자에게 필요한 역할과 책임을 부여하며, 단계적으로 품질 4.0의 구성요소를 향상함으로써 궁극적으로 품질 4.0 문화를 구축해야 한다.
첫째, 기업의 현재 품질 4.0 수준을 평가하고, 상위 단계로 수준을 높이기 위하여 추진해야 할 활동을 계획하여 실행에 옮겨야 한다. 이 과정에서 3가지 핵심요소인 데이터 획득과 분석, 연결과 통합, 리더십과 조직문화 측면에서 자사의 수준을 평가하고, 수준 상향을 위하여 초점을 맞출 세부 내용을 파악해야 한다. 리더가 조직 구성원의 변화에 대한 수용성을 확신한다면 상위 2단계 이상을 동시에 추진할 수도 있겠다.
둘째, 품질 4.0은 최고경영자의 강력한 리더십에서 시작된다. 조직의 문화를 변화시킬 수 있는 동인은 리더십, 제도, 조직이 처한 환경, 위기의식을 들 수가 있는데, 어떤 상황에서도 리더십이 발휘되어야 제도를 만들고, 환경을 제대로 인식하며, 위기를 돌파할 힘을 얻게 된다. 앞서 조직 구성원에 대한 품질 4.0 교육과 훈련을 강조했는데, 이에 대해서는 식스시그마 등 과거 품질 관련 혁신활동을 참고할 필요가 있다. 다만, 이러한 혁신활동이 추진될 때 경영진의 성과에 대한 조급함, 변화에 대한 구성원의 저항, 과다한 이론적 방법론 강조 등의 문제가 발생할 수 있으므로 이에 대한 주의가 필요하다.
셋째, 품질 4.0 상위 수준으로 이동하기 위하여 벤치마킹은 유용한 방법이다. 벤치마킹은 우수한 기업의 프로세스를 배워, 자사의 프로세스를 변화시켜 가치를 창출하는 과정이다. 품질 4.0을 위한 벤치마킹은 프로세스 자체에 초점을 두는 기능적 벤치마킹이 적합하다. 동종 또는 이종의 상위 수준 기업의 데이터 취득과 분석 능력, IT와 OT의 연결, 기능부서 간의 수평적 통합, 구성원 교육 프로그램 등을 조사하면서 한 회사로부터 모든 것을 배울 수는 없다. 그러므로 여러 상위 수준 기업의 프로세스를 보고 도움이 되는 부분을 각각 받아들여야 한다(Harry and Schroeder, 2000). 품질경영의 역사를 보면 벤치마킹 대상의 문화와 자사의 문화가 다르면 그 성과는 상당히 제한되어 나타난다. 그러므로 상위 수준 기업들의 우수한 프로세스를 벤치마킹하여 프로세스를 개선하면서 자사의 기업문화에 맞게 수정을 해야 한다.
넷째, 어떠한 혁신활동도 기존 관행이나 프로세스에 변화를 꾀하는 것이므로 품질 4.0 도입 초기에 조직원의 저항에 부딪힌다. 역장분석(Force field analysis)을 통하여 품질 4.0을 통한 비전 공유, 혜택 등의 동인을 강조하고, 업무 과중, 자동화를 통한 일자리 감소 등의 우려에 따른 저항을 완화하는 방법을 모색해야 한다(Weaver and Farrell, 1999). 품질 4.0이 직원들의 잠재력을 끌어내 능력을 높이고, 그것이 경쟁력으로 이어져 기업이 성장하며, 그 성과가 조직 구성원들에게 돌아는 선순환으로 이어진다는 것을 알려야 할 것이다.
마지막으로, 자사의 수준을 높이는 활동 외에 공급망에 있는 주요 파트너의 품질 4.0도 추진해야 한다. 품질 4.0을 추진하는 기업이 3 수준에 도달하면, 상위 수준으로의 향상 노력과 함께 협력기업이 IT 인프라 구축하거나 품질 4.0 교육프로그램을 개발하는 등 품질 4.0을 추진하는 것을 도와야 한다. 물론 이것을 진행하기 전에 협력기업의 경영진에 품질 4.0을 추진해야 하는 이유를 분명하게 전달해야 한다.
5. 결론
본 연구에서는 관련 문헌을 조사하여 품질 4.0을 정의하고, 그 구성요소를 분석하여 품질 4.0의 핵심요소를 도출하였다. 그리고 조직의 품질 4.0 성숙도를 평가할 수 있도록 품질 4.0의 수준을 6단계로 제시하였고, 이를 바탕으로 품질 4.0 도입 시 효과적인 전개 방향을 모색했다. 본 논문의 내용을 요약하면 다음과 같다.
첫째, 기존 품질 4.0과 관련된 11개의 문헌을 조사하여 품질 4.0의 개념을 검토하여 품질 4.0을 “품질경영에 4차 산업혁명 기술을 적용하는 것으로서, 공정을 디지털화하여 자동화, 연결성, 지능화 수준을 높여 더 나은 의사결정을 가능하게 해주는 새로운 품질 패러다임”으로 정의하였다.
둘째, 품질 4.0의 핵심요소로서 데이터 획득과 분석기술, 연결과 통합, 리더십과 조직문화를 도출하였다. 품질 4.0 을 구현하기 위해서 조직은 디지털화 도구를 이용하여 데이터를 획득하고 분석하여 품질을 개선해야 하는데, 효과적인 개선을 위해서는 IT와 OT를 연결하고, 여러 기능 프로세스를 수평적으로 통합하며, 이를 위한 조직 구조 및 비즈니스 프로세스의 변화를 수용하는 조직문화를 만들어야 한다.
셋째, 품질 4.0을 효과적으로 추진하기 위해서는 우선 기업의 품질 4.0 수준을 평가한 후, 상위 수준으로 도약하기 위하여 개선해야 할 부문과 우선순위를 정해야 한다. 이를 위해 품질 4.0 수준을 평가하기 위해 품질 4.0 성숙도 수준을 0 수준에서 5 수준까지 총 여섯 단계로 제시하였고, 수준 향상을 위한 실제적인 추진 방향을 제시하였다.
본 논문에서는 품질 4.0에 대한 개괄적인 내용만 기술하였다. 기업에서 품질 4.0을 추진하기 위해서는 최고경영자의 강력한 지원으로 각 기업의 상황에 맞게 전략적이고 치밀하게 추진계획을 수립하고, 정기적으로 추진 경과를 관찰하고 분석하여 피드백 정보를 활용해야 하겠다. 또한 Sader et al.(2021)도 제안하듯이, 기업이 품질 4.0을 성공적 으로 도입하기 위해서는 기업이 자체적으로나 전문가의 도움을 받아서 품질 4.0 성숙도를 제대로 평가하여 그 수준을 판단해야 하는데, 이를 위해서는 명확한 평가영역과 심사기준을 만드는 품질 4.0 성숙도 평가도구(readiness assessment tools)를 제안하는 연구가 필요하다. 추후 업종별 특징을 고려하여 품질 4.0 추진을 위한 경영진, 중간 관리자, 추진부서, 일반직원들에게 맞는 교육과 훈련 과정의 구체적 내용도 제시되어야 하겠다.