





1. 서 론
ISO 22514-7(Capability and performance – Part 7: Capability of Measurement Processes)은 2012년에 ISO에서 발행한 측정 프로세스 능력 평가 표준이며, 2016년에 KS 표준으로 채택되어 KS Q ISO 22514-7로 제정되어 있다. 이 표준의 특징은 ISO/IEC Guide 99(International vocabulary of metrology — Basic and general concepts and associated terms: VIM)의 용어를 사용하며, ISO/IEC Guide 98-3(Guide to the expression of the uncertainty in measurement: GUM)에 의하여 측정불확도(measurement uncertainty)를 파악하여 측정시스템(measuring system) 및 측정프로세스(measurement process)의 능력을 평가하는 절차를 제공하고 있다. 참고로 GUM은 2017년에 KS 표준으로 채택되어 KS Q ISO/IEC Guide 98-3(측정불확도—제3부: 측정불확도 표현 지침)으로 제정되어 있다.
KS Q ISO/IEC Guide 98-3에서 측정불확도는 “측정결과와 관련하여, 측정량을 합리적으로 추정한 값의 산포특성을 나타내는 파라미터”라고 정의되어 있다. 그리고 KS Q ISO/IEC Guide 98-3에서 기술된 측정불확도를 산정하는 절차를 요약하면 다음과 같다. 먼저 표준편차로 표현되는 측정불확도인 표준불확도(standard uncertainty)를 크게 2가지 범주(Type A와 B)로 파악한다. Type A 불확도는 여러 번 측정한 결과의 통계적인 분포로부터 값이 결정되는 것으로서 실험 데이터의 표준편차로 나타내며, Type B 불확도는 경험이나 다른 정보에 근거하여 가정한 확률분포의 표준편차로부터 그 값이 결정되는 즉, 실험데이터의 통계적인 분석이 아닌 다른 방법으로 불확도를 평가하는 것이다. 다음으로 측정결과가 여러 개의 다른 입력량으로부터 구해질 때 이 측정결과의 표준불확도를 합하여 합성표준불확도(combined standard uncertainty) u(y)를 구한다. 이를 이용하여 측정결과 y에 대하여 정해진 확률(신뢰수준)을 가진 측정량의 참값 Y를 포함하는 구간인 포함구간(coverage interval) y±U(y)를 구하게 되며, 여기서 U(y)를 확장불확도(expanded uncertainty)라고 한다. 확장불확도 U(y)는 합성표준불확도 u(y)에 100(1-α)% 신뢰수준의 포함인자(coverage factor) k를 곱하여 구한다.
KS Q ISO/IEC Guide 98-3에서는 측정결과에 대하여 측정불확도를 파악하여 측정량의 참값을 포함하는 구간인 포함구간을 구하는 것이 목적이지만, KS Q ISO 22514-7에서는 측정 불확도를 파악하여 해당 측정시스템(measuring system) 및 측정프로세스(measurement process)가 해당 부품을 측정할 능력이 있는 지를 평가하는 것이 목적이다. 여기서 KS Q ISO 22514-7에서의 용어 측정시스템(measuring system)과 측정프로세스(measurement process)는 각각 일반적인 측정시스템분석(예를 들어, AIAG(2010)의 MSA 매뉴얼)에서의 계측기(gage)와 측정시스템(measurement system)에 해당됨에 유의하여야 한다(Lee and Lim(2016)). KS Q ISO 22514-7에서는 측정불확도에 근거하여 먼저 측정시스템 능력 분석(measuring system capability analysis)을 수행하며, 다음 단계로 측정프로세스 능력 분석(measurement system capability analysis)을 수행한다. ISO 22514-7에서의 측정 능력 분석 절차에 대한 흐름도가 Figure 1에 주어져 있다.
KS Q ISO 22514-7에 의거하여 측정시스템 및 측정프로세스의 능력을 평가하고자 할 때 적용되는 통계적인 기법이 복잡하여 분석에 어려움이 있다. 그리고 MINITAB, JMP 등 상용 통계분석 소프트웨어에서도 이 분석 모듈을 아직 없는 상황이다. 이에 본 연구에서는 KS Q ISO 22514-7 측정 프로세스 능력 분석용 프로그램을 개발하고자 한다. 개발 프로그램 언어는 여러 종류가 있으나 본 연구에서는 오픈소스이며 무료 소프트웨어로 널리 사용되고 있는 R 언어를 이용하여 개발하고자 한다. 참고로 R을 이용한 측정시스템 분석용 모듈을 살펴보면 먼저 Package ‘qualityTools’에서는 유형 1 연구(Type 1 study)로 알려진 반복성(repeatability) 및 편의(bias) 분석용 모듈인 cg, 유형 4 연구(Type 4 study)로 알려진 선형성(linearity) 분석용 모듈인 gageLin, Gage R&R 분석용 모듈인 gageRR이 있다(Roth, 2016). 다음으로 Package ‘SixSigma’에서는 Gage R&R 분석용 모듈인 ss.rr이 있다(Cano et al., 2018). 그러나 (KS Q) ISO 22514-7에 의한 측정불확도를 추정하여 측정시스템 및 측정프로세스의 능력을 평가하는 R 모듈은 아직까지 개발되어 있지 않다. 본 연구에서는 측정시스템 능력 분석용 모듈 2가지와 측정프로세스 능력 분석용 모듈 2가지, 그리고 계수형 측정프로세스 능력 분석용 모듈 등 총 5가지 R 모듈을 개발하고자 한다.
2. KS Q ISO 22514-7 측정 프로세스 능력 분석용 프로그램 개발
2.1 측정시스템 능력 분석용 프로그램
측정시스템 능력 분석(measuring system capability analysis)에서는 먼저 측정시스템의 분해능(resolution)을 평가한다. KS Q ISO 22514-7(2016, p.11)에서는 해당 계측기(측정시스템)가 합부판정용이면 공차(tolerance)의 1/20 이하, 공정관리용이면 공정 변동의 1/5 이하가 되어야 한다고 규정하고 있다. 다음으로 측정시스템의 측정불확도를 파악하여 측정 능력을 평가한다. 이때 해당 측정시스템의 최대 허용 오차(maximum permissible error: MPE)가 알려져 있으면 이를 이용하여 측정시스템의 측정능력을 평가할 수 있으며, 그렇지 않으면 측정실험을 수행하여 측정불확도를 추정하여 측정시스템을 평가한다. 측정시스템 평가는 유형 1 연구(Type 1 study)로 알려진 반복성(repeatability) 및 편의(bias) 분석을 위한 측정실험을 수행하여 분석하거나 유형 4 연구(Type 4 study)로 알려진 선형성(linearity) 분석을 위한 측정실험을 수행하여 분석한 결과를 이용한다.
2.1.1 반복성 및 편의 분석(유형 1 연구)의 측정실험을 이용한 측정시스템 능력 분석 모듈
반복성 및 편의 분석(유형 1 연구)을 위한 측정실험은 규격의 중심에 가까운 기준값(reference value) xm을 알고 있는 기준용 표준(reference standard) 혹은 시료(workpiece)에 대하여 n회 반복 측정한다. KS Q ISO 22514-7(2016, p.17)에서는 반복 측정 횟수 n은 30이상이 되어야 한다고 규정되어 있다. KS Q ISO 22514-7의 분석절차에서는 먼저 측정실험의 데이터로부터 평균 x ¯ u B I = x ¯ - x m / 3 u R E = R E 12 Q M S = 2 U M S U - L × 100 C M S = 0 . 3 ( U - L ) 6 u M S
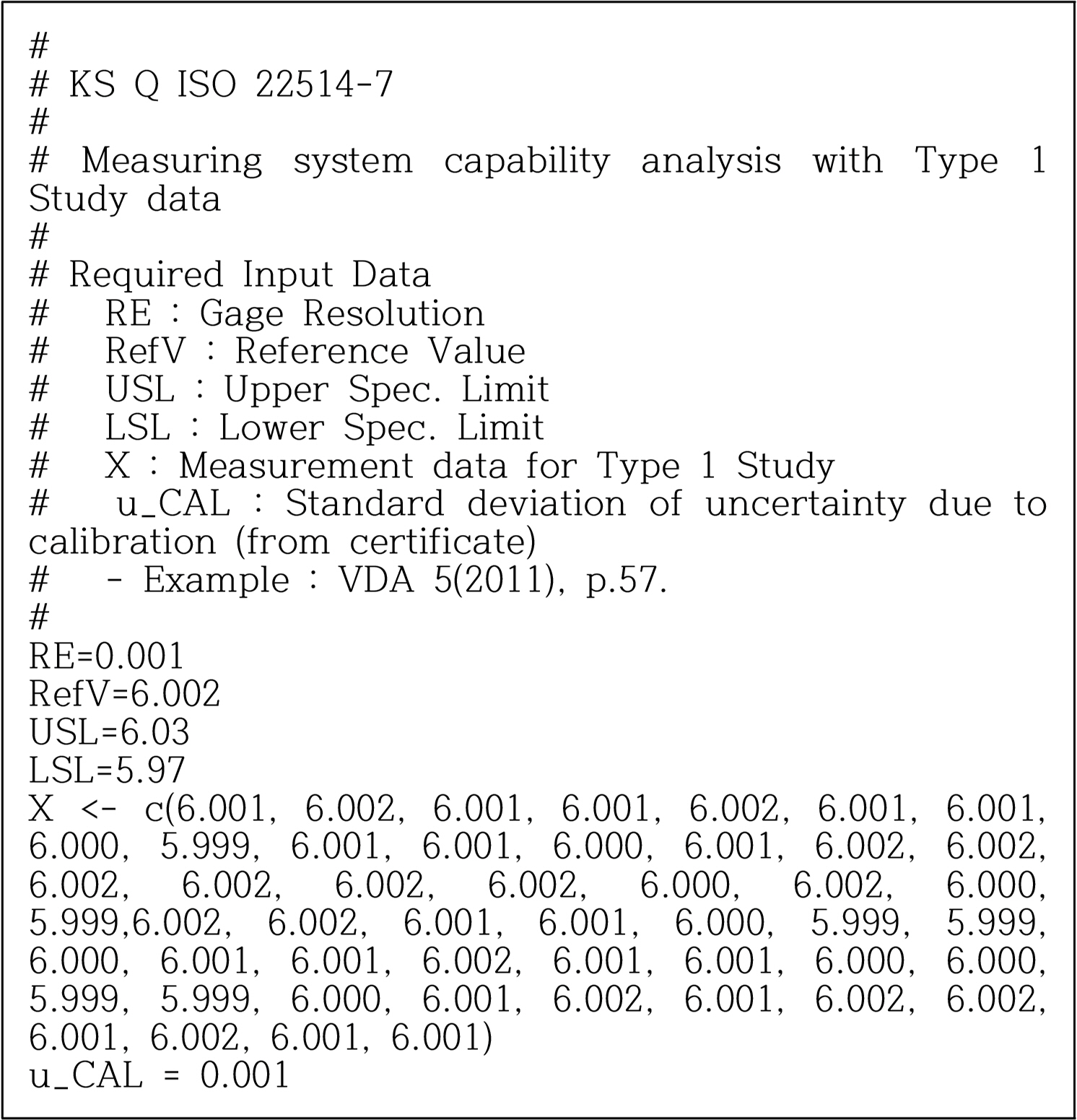
본 연구에서는 R 언어를 이용하여 반복성 및 편의 분석(유형 1 연구)의 측정실험을 이용한 측정시스템 능력분석모듈(MSCA_Type1.R로 명명)을 개발하였다. 이 모듈에서의 필수 입력 요소는 계측기의 분해능 RE, 시료의 기준값 RefV, 규격상한 USL, 규격하한 LSL, 측정실험에서의 데이터 X, 그리고 교정에 기인한 불확도 u_CAL 등이다(Figure 2 참조). 그리고 이 이외에 만일 선형성에 기인한 불확도와 기타 불확도가 있다면 직접 입력하여야 한다. 편의에 기인한 불확도와 분해능에 기인한 불확도 추정을 위한 분포로 직사각형분포(rectangular distribution), 정규분포(normal distribution), 삼각형분포(triangular distribution), U형분포(U-shaped distribution) 등을 고려하였고, 직사각형분포를 기본적으로 가정하며, 필요 시 다른 분포로 변경이 가능하다. 입력요소를 입력하고 R에서 실행하면 Figure 3과 같은 측정시스템 능력 분석 결과가 출력되는데, 그 내용은 측정데이터의 런 차트, 분해능 분석 결과와 데이터의 평균과 표준편차, 그리고 6가지 개별 측정불확도 및 측정시스템의 합성불확도 u_MS와 확장불확도 U_MS이다. 그리고 측정시스템의 성능비 Q_MS와 능력지수 C_MS를 계산하여 측정시스템에 대한 합격 판정 결과 등이 출력되도록 프로그램하였다.
2.1.2 선형성 분석(유형 4 연구)의 측정실험을 이용한 측정시스템 능력 분석 모듈
선형성 분석(유형 4 연구)을 위한 측정실험은 기준값을 알고 있는 기준용 표준 혹은 시료를 여러 개 준비하여 각각에 대하여 n회 반복 측정한다. KS Q ISO 22514-7(2016, p.18)에서는 기준용 표준을 3개 이상, 각각에 대하여 3회 이상 반복 측정하여 총데이터 수가 30개 이상이 되어야 한다고 규정되어 있다. 독립변수는 기준값으로 종속변수는 측정데이터로 하여 단순회귀분석을 수행하며, 단순회귀분석의 분산분석표로부터 반복성에 기인한 불확도 uEVR은 순수오차의 평균제곱(MS)의 제곱근 M S P u r e E r r o r M S L a c k o f F i t y ^ = a + b x
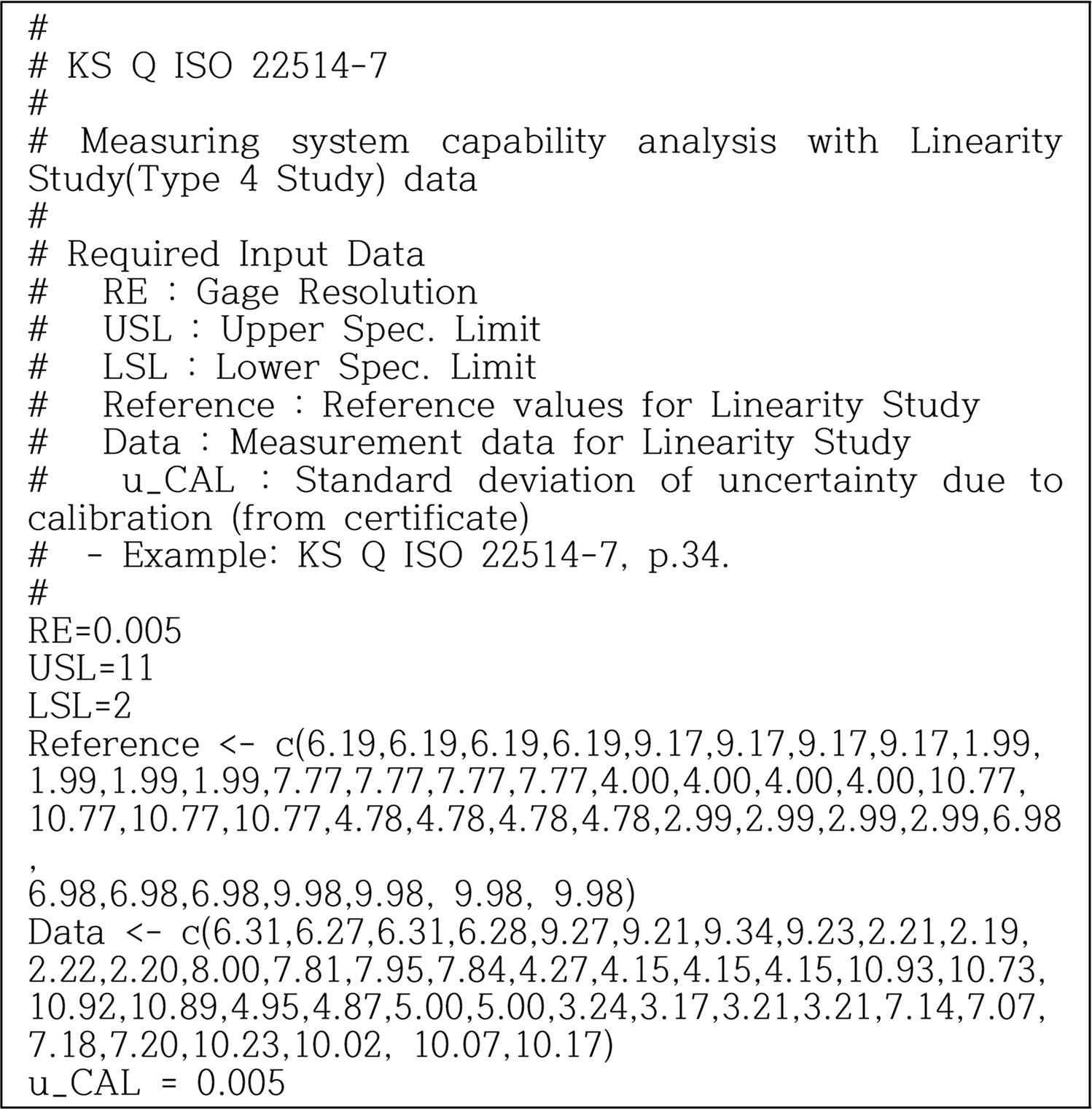
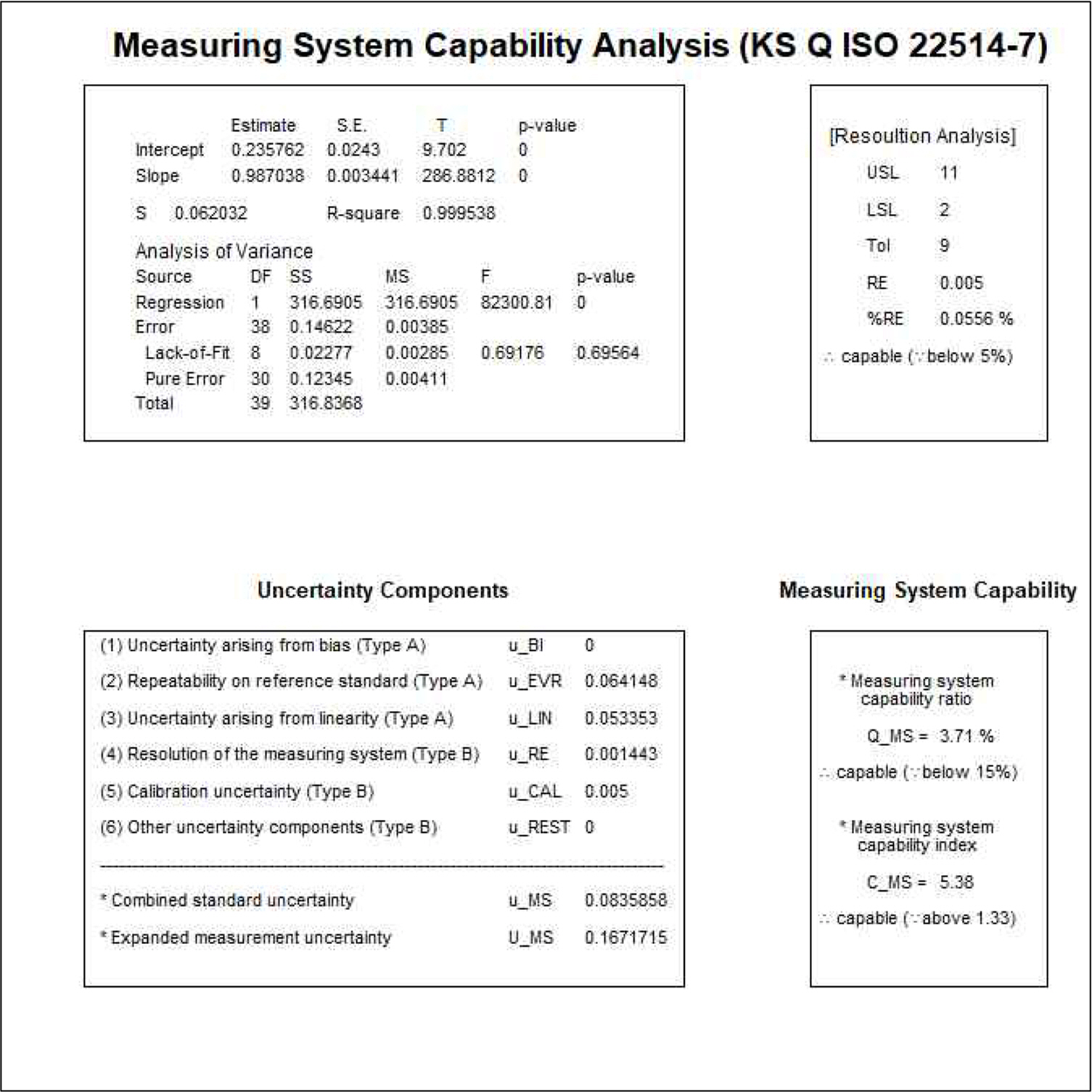
본 연구에서는 R 언어를 이용하여 선형성 분석(유형 4 연구)의 측정실험을 이용한 측정시스템 능력 분석 모듈(MSCA_Type4.R로 명명)을 개발하였다. 이 모듈에서의 필수 입력 요소는 계측기의 분해능 RE, 규격상한 USL, 규격하한 LSL, 시료의 기준값 Reference, 측정실험에서의 데이터 Data, 그리고 교정에 기인한 불확도 u_CAL 등이다(Figure 4 참조). 여기서 기준값 Reference와 측정데이터 Data는 서로 순서가 동일하여야 한다. 편의와 분해능에 기인한 불확도 추정을 위한 분포는 MSCA_Type1.R에서와 동일하게 직사각형분포(rectangular distribution), 정규분포(normal distribution), 삼각형분포(triangular distribution), U형분포(U-shaped distribution) 등을 고려하였고, 직사각형분포를 기본적으로 가정하며, 필요 시 다른 분포로 변경이 가능하다. 입력요소를 입력하고 R에서 실행하면 Figure 5와 같은 측정시스템 능력 분석 결과가 출력되는데, 그 내용은 단순회귀분석에서의 계수의 추정치와 검정결과 및 적합결여(Lack-of-Fit) 검정이 포함된 분산분석표, 분해능 분석 결과, 그리고 6가지 개별 측정불확도 및 측정시스템의 합성불확도 u_MS와 확장불확도 U_MS이다. 그리고 측정시스템의 성능비 Q_MS와 능력지수 C_MS를 계산하여 측정시스템에 대한 합격 판정 결과 등이 출력되도록 프로그램하였다.
2.2 측정프로세스 능력 분석용 프로그램
측정시스템(measuring system)의 측정능력이 합격된 경우에는 측정프로세스(measurement process)에 대한 측정능력을 평가한다(Figure 1 참조). 측정프로세스의 측정능력 평가를 위한 측정실험은 소위 Gage R&R 연구로 알려진 측정실험이다. KS Q ISO 22514-7(2016, p.22)에서는 최소 5개의 시료(부품)를 선정하고, ①최소 3명의 측정작업자로 하여금 최소 반복 2회로 측정하거나 ②최소 2명의 측정작업자로 하여금 최소 반복 3회로 측정하여, 총 측정데이터의 수는 최소 30개 이상 되어야 한다고 규정되어 있다.
KS Q ISO 22514-7에서는 분산분석으로부터 추정한 분산성분을 이용하여 시료에 대한 반복성에 기인한 불확도 u E V O = σ ^ e u A V = σ ^ o u I A = σ ^ o p Q M P = 2 U M P U - L × 100 C M P = 0 . 3 ( U - L ) 3 u M S
2.2.1 유형 1 연구와 Gage R&R 연구의 측정실험을 이용한 측정프로세스 능력 분석 모듈
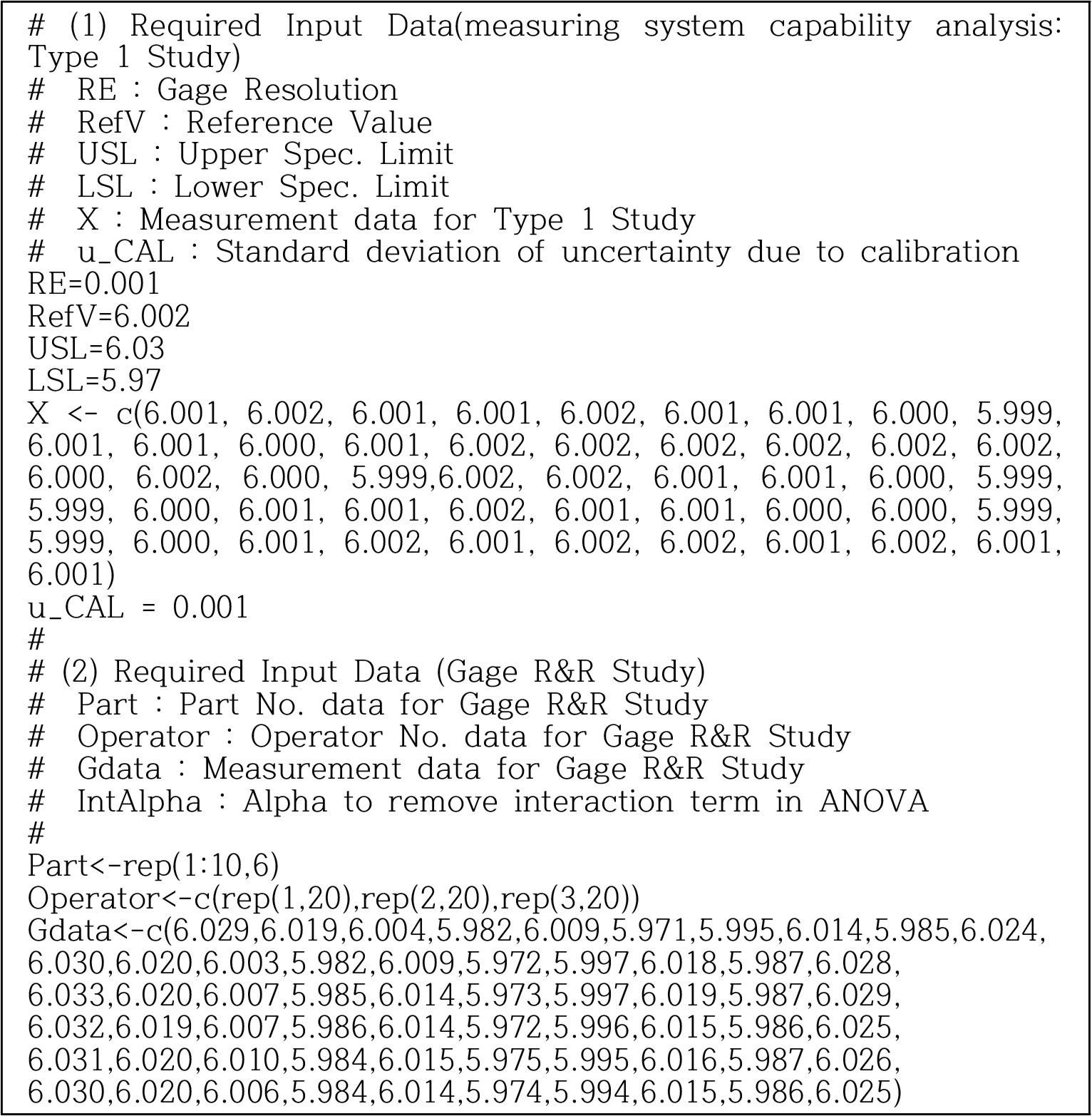
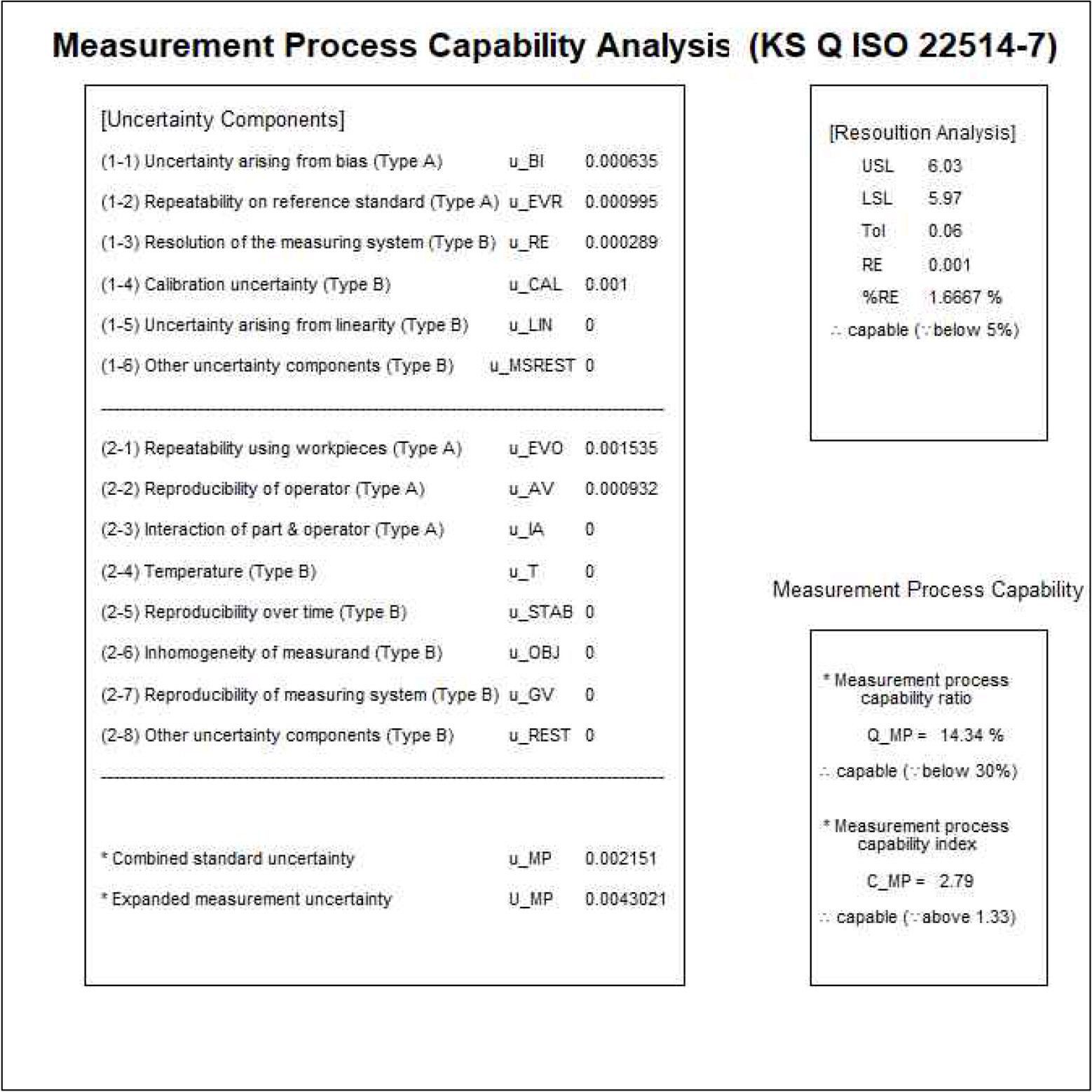
본 연구에서는 먼저 반복성 및 편의 분석(유형 1 연구)의 측정실험을 이용한 측정시스템 능력 분석 결과 측정시스템의 측정능력이 합격되고, 추가로 측정프로세스에 대한 측정능력 평가를 위한 Gage R&R 실험이 수행된 경우에 대한 측정프로세스 능력 분석 모듈을 R 언어를 이용하여 개발하였다(MPCA_T1GRR.R로 명명). 이 모듈에서의 필수입력 요소는 측정시스템 능력평가를 위한 유형 1 연구의 측정데이터(계측기의 분해능 RE, 시료의 기준값 RefV, 규격상한 USL, 규격하한 LSL, 측정실험에서의 데이터 X, 그리고 교정에 기인한 불확도 u_CAL 등) 및 Gage R&R 실험에서의 측정데이터(부품번호 Part, 측정자번호 Operator, 측정데이터 Gdata 등)이다(Figure 6 참조). 여기서 Part, Operator, Gdata는 서로 순서가 동일하여야 한다. 입력요소를 입력하고 R에서 실행하면 Figure 7과 같은 측정프로세스 능력 분석 결과가 출력되는데, 그 내용은 분해능 분석 결과, 측정시스템 능력평가에서의 6가지 개별 측정불확도(Figure 7의 (1-1)~(1-6)) 및 측정프로세스 능력평가에서의 8가지 개별 측정불확도(Figure 7의 (2-1)~(2-8)), 그리고 측정프로세스의 합성불확도 u_MP와 확장불확도 U_MP이다. 그리고 측정프로세스의 성능비 Q_MP와 능력지수 C_MP를 계산하여 측정프로세스에 대한 합격 판정 결과 등이 출력되도록 프로그램하였다. 본 연구의 MPCA_T1GRR.R에서 분산성분 추정을 위한 R 프로그램 부분은 R Package ‘SixSigma’의 Gage R&R 분석용 모듈인 ss.rr을 이용하였다.
2.2.2 유형 4 연구와 Gage R&R 연구의 측정실험을 이용한 측정프로세스 능력 분석 모듈
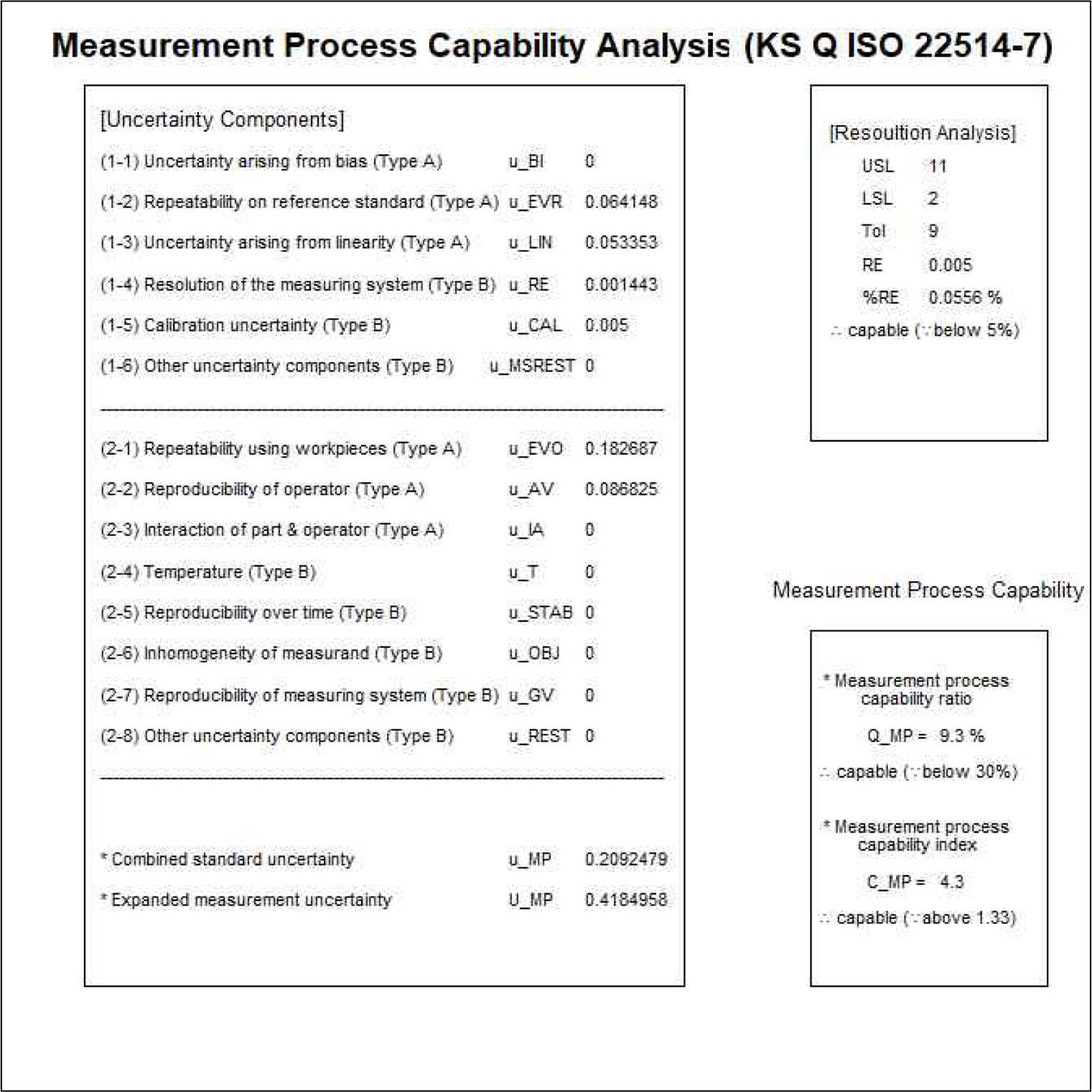
다음으로 선형성 분석(유형 4 연구)의 측정실험을 이용한 측정시스템 능력 분석 결과 측정시스템의 측정능력이 합격되고, 추가로 측정프로세스에 대한 측정능력 평가를 위한 Gage R&R 실험이 수행된 경우에 대한 측정프로세스능력 분석 모듈을 R 언어를 이용하여 개발하였다(MPCA_T4GRR.R로 명명). 이 모듈에서의 필수 입력 요소는 측정시스템 능력평가를 위한 유형 4 연구의 측정데이터(계측기의 분해능 RE, 규격상한 USL, 규격하한 LSL, 시료의 기준값 Reference, 측정실험에서의 데이터 LData, 교정에 기인한 불확도 u_CAL 등) 및 Gage R&R 실험에서의 측정데이터(부품번호 Part, 측정자번호 Operator, 측정데이터 Gdata 등)이다(Figure 8 참조). 입력요소를 입력하고 R에서 실행하면 Figure 9와 같은 측정프로세스 능력 분석 결과가 출력되는데, 그 내용은 분해능 분석 결과, 측정시스템 능력평가에서의 6가지 개별 측정불확도(Figure 9의 (1-1)~(1-6)) 및 측정프로세스 능력평가에서의 8가지 개별 측정불확도(Figure 9의 (2-1)~(2-8)), 그리고 측정프로세스의 합성불확도 u_MP와 확장불확도 U_MP이다. 그리고 측정프로세스의 성능비 Q_MP와 능력지수 C_MP를 계산하여 측정프로세스에 대한 합격 판정 결과 등이 출력되도록 프로그램하였다.
2.3 계수형 측정프로세스 능력 분석용 프로그램
계수형 측정프로세스에서는 측정치가 적합/부적합 등과 같이 범주형으로 얻어진다. KS Q ISO 22514-7(2016, pp.27-29)에서는 계수형 측정프로세스 평가를 위한 측정실험에서의 시료 선정은 계량형 측정실험에서와는 달리 규격 밖의 시료도 포함하여야 한다고 규정되어 있다. KS Q ISO 22514-7에서는 두 가지 절차를 제공하고 있다. 첫번째는 기준값을 정하지 않는 방법으로 규격한계 부근의 불확도 영역내의 시료가 전체의 40%가 되게 하여 최소 2명의 측정작업자로 하여금 3회 반복 측정하게 하여 계수형 측정데이터를 얻은 후 Bowker 검정에 의하여 측정작업자 사이의 측정일치성을 판정한다. 두 번째 절차는 전체 시료 중에서 규격하한(LSL)과 규격상한(USL) 근처에서 각각 25% 정도가 선정되어야 하고, 복수의 측정작업자에게 3회 정도 반복 측정하게 하여 계수형 측정데이터를 얻은 후 신호감지이론(Signal Detection Theory)을 적용하여 계수형 측정프로세스의 능력을 판정한다. 여기서는 계수형 측정프로세스의 불확도 Uattr를 추정하여, 불확도 범위(uncertainty range)인 U±Uattr와 L±Uattr를 파악하는 것이 목적이며, 추가로 계수형 측정프로세스의 능력지수 Q a t t r = 2 U a t t r U - L × 100
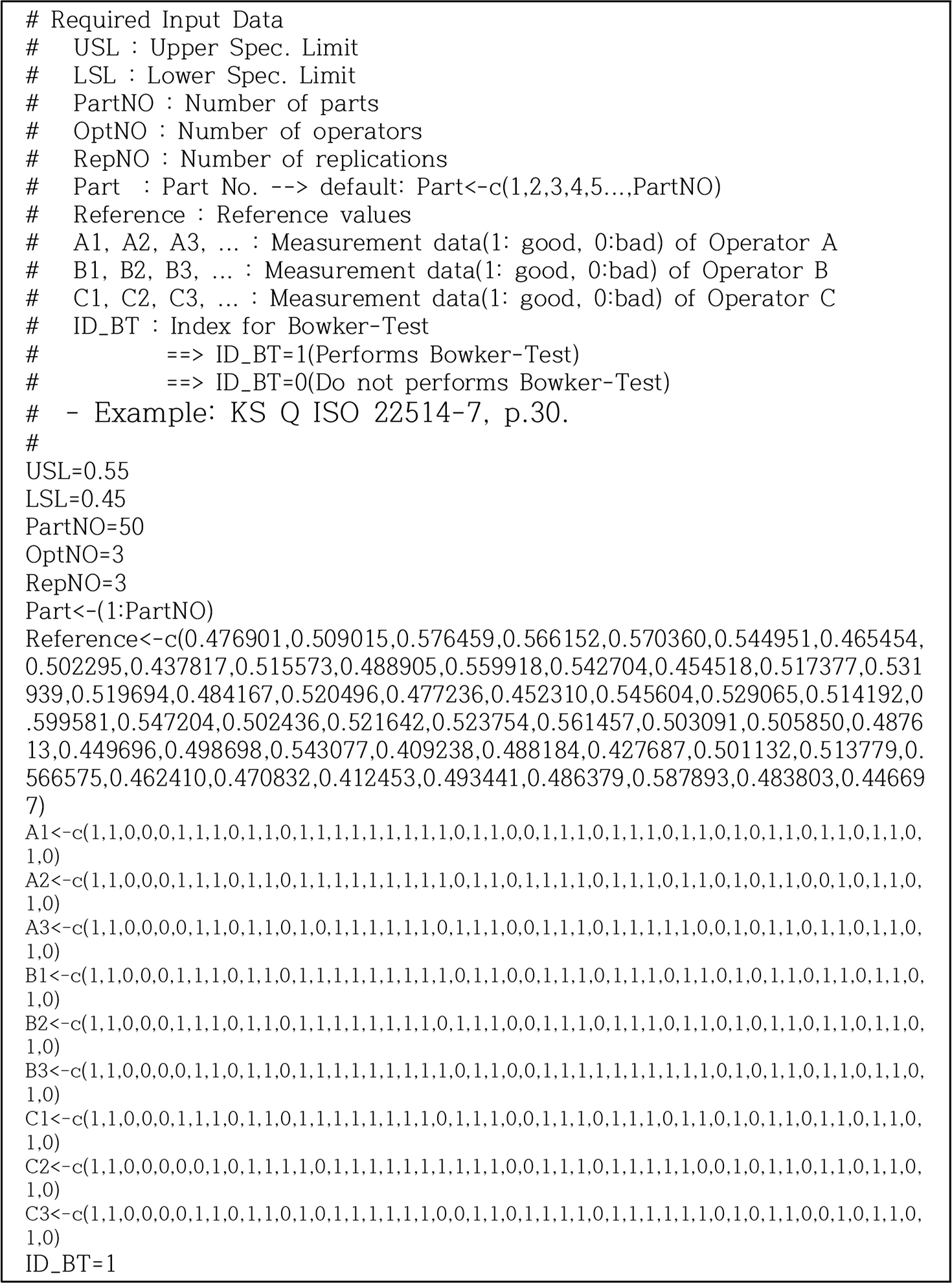
본 연구에서는 R 언어를 이용하여 KS Q ISO 22514-7의 계수형 측정프로세스 능력 평가 모듈(AttributeMP.R로 명명)을 개발하였다. 이 모듈에서의 필수 입력 요소는 시료(부품)의 규격상한 USL, 규격하한 LSL, 시료(부품)의 수 PartNO, 측정자의 수 OptNO, 반복측정횟수 RepNO, 시료(부품)번호 Part, 기준값 Reference, 측정자별 측정데이터 A1, A2, A3, B1, B2, B3, C1, C2, C3 등이다(Figure 10 참조). 여기서 Part, Reference, A1∼C3은 서로 순서가 동일하여야 한다. 입력요소를 기입하고 R에서 실행하면 Figure 11과 같은 계수형 측정프로세스 능력 분석 결과가 출력된다. 출력 결과에는 측정 데이터를 실제 기준값을 기준으로 하여 정렬하고, Code란에 측정결과 일치에 관한 기호(+, -, x)가 나타난다. 다음으로 기준값을 기호(+, -, x)로 출력하는 값차트(value chart)가 작성된다. 그리고 규격하한쪽 불확도 범위 d_LR과 규격상한쪽 불확도 범위 d_UR, 이의 평균 d, 계수형 측정프로세스의 불확도 Uattr이 출력되며, 불확도 범위(uncertainty range)인 USL±Uattr와 LSL±Uattr 및 계수형 측정프로세스의 능력지수 Qattr을 계산하여 측정프로세스에 대한 합격 판정 결과 등이 출력되도록 프로그램하였다. 이 이외에 측정작업자 사이의 측정일치성 판정을 위한 Bowker 검정을 수행할 수 있도록 프로그램 하였다.
3. 결 론
측정시스템 분석에 관한 대표적인 절차서는 AIAG(Automotive Industry Action Group)에서 2010년에 발행한 QS-9000의 Reference Manual인 Measurement Systems Analysis 개정4판(MSA 4)이다. 그리고 2012년에 ISO에서 발행한 측정 프로세스 능력 분석의 국제 표준인 ISO 22514-7은 2016년에 KS 표준으로 채택되어 KS Q ISO 22514-7로 제정되어 있다. KS Q ISO 22514-7에서는 KS Q ISO/IEC Guide 98-3에 근거하여 측정 불확도를 파악하여 측정 능력을 평가하고 있으므로 AIAG(2010)의 MSA 4와 분석방법이 서로 다르다. 즉, MSA 4에서는 측정실험 데이터로부터 계산된 분산성분(불확도의 관점에서 Type A 불확도에 해당됨)만 고려되지만, KS Q ISO 22514-7에서는 Type A 불확도 뿐만 아니라 기타 요인에 의한 불확도인 Type B 불확도까지 고려하여 분석하므로 분석 절차가 더 복잡하다. 이에 본 연구에서는 KS Q ISO 22514-7 측정 프로세스 능력 분석용 프로그램을 오픈소스이며 무료 소프트웨어로 널리 사용되고 있는 R 언어를 이용하여 개발하였다.
본 연구에서 개발한 측정프로세스 능력 분석용 R 프로그램은 아래와 같은 5가지 모듈로 구성되어 있다.
① 반복성 및 편의 분석(유형 1 연구)의 측정실험을 이용한 측정시스템 능력 분석 모듈: MSCA_Type1.R
② 선형성 분석(유형 4 연구)의 측정실험을 이용한 측정시스템 능력 분석 모듈: MSCA_Type4.R
③ 유형 1 연구와 Gage R&R 연구의 측정실험을 이용한 측정프로세스 능력 분석 모듈: MPCA_T1GRR.R
④ 유형 4 연구와 Gage R&R 연구의 측정실험을 이용한 측정프로세스 능력 분석 모듈: MPCA_T4GRR.R
⑤ 계수형 측정프로세스 능력 분석 모듈: AttributeMP.R
상기 5가지 프로그램은 웹사이트(www.sqcweb.com)에 올려놓았으며, 다운로드 받아서 R에서 실행할 수 있다. 측정 프로세스 능력 분석(측정시스템 분석)은 SQC/SPC에서 가장 먼저 요구되는 분석 절차이며, 만약 이 단계가 생략되거나 충분한 연구가 없으면 측정문제가 품질개선의 걸림돌로 남게 된다. 따라서 기업에서는 전통적인 측정시스템분석인 MSA 4의 절차뿐만 아니라 KS Q ISO 22514-7의 절차로도 측정 능력 분석을 실시하여 측정의 신뢰성을 확보하여야 할 것으로 판단된다. 이에 본 연구에서 개발한 R 프로그램이 측정 프로세스 능력 분석을 수행하는데 있어서 도움을 줄 것으로 기대한다.