





1. 서 론
좋은 품질을 확보하기 위하여 개발 단계에서 설계에 대한 적합성을 검토하여 제조공정에서 발생 가능한 고장, 결함 및 불량에 대한 사전 검토와 대책을 세우는 일은 매우 중요하다(Kim SY et al., 2007). 제품의 초기 기본 설계 단계에서부터 제품의 생산단계에 이르기까지 제품이 의도한 대로 기능을 발휘하는가를 평가하고, 만족하지 못할 때는 개선활동을 통해 설계 단계로 개선 사항이 피드드백(feed-back)될 수 있도록 수행하는 신뢰성 평가 활동의 하나가 FMEA이다(Jang and An, 1997). FMEA를 통해 고객에게 도달하기 전에 시스템, 설계, 프로세스 또는 서비스로부터 알려진 잠재적 고장, 문제, 오류 등을 정의 하고 식별함으로써 공정의 신뢰성을 확보할 수 있다(Stamatis, 2003). 즉, 고장이나 문제가 발생한 후에 조치를 어떻게 취할 것인가에 대한 것이 아니라 사전에 예방하기 위한 방안을 효과적으로 찾기 위한 도구이다(Kim BN et al., 2018). 또한, FMEA는 복잡한 시스템의 신뢰성과 안정성을 향상시키기 위해 알려지거나 잠재적인 고장을 식별하고 제거하는데 사용되는 중요한 기술이며 위험 관리 의사결정을 위한 정보를 제공하기도 한다(Chang and Cheng, 2011; Liu et al., 2013).
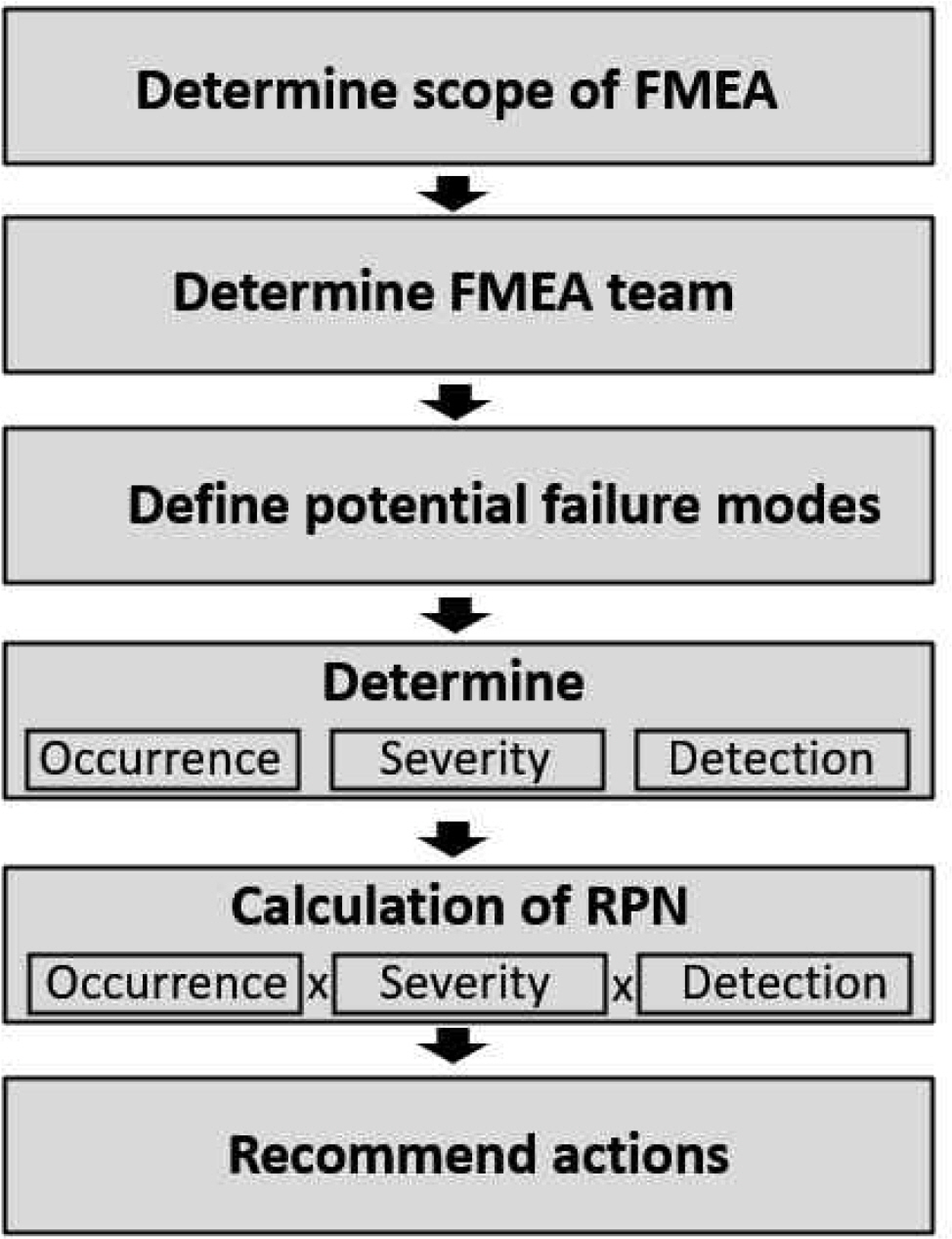
FMEA 프로세스의 주요 절차는 Figure 1과 같다. 우선 FMEA의 범위를 결정하기 위해 시스템의 구조 분석을 수행한다. 이 단계에서는 시스템의 구조와 한계가 포함되고, 이를 기반으로 기능 분석을 수행한다. 두번째 단계에서는 다양한 분야의 전문가들로 구성된 교차기능 팀을 구성하고 시스템의 기능에 대해 정의한다. 세번째 단계에서는 가능한 다양한 고장 모드를 결정하고 구체적인 고장 분석이 수행된다. 이러한 결과를 바탕으로 네번째 단계에서 고장의 발생도(O), 심각도(S), 검출도(D)를 1에서 10까지의 척도로 평가하여 각 고장 모드의 위험을 수치화 한다. 다섯 번째 단계에서는 각 고장 모드에 대해 위험우선순위(Risk Priority Number; RPN)를 식(1)과 같이 계산한다(Filz et al., 2021).
RPN에서 심각도(S)에 대한 높은 값은 시스템에 대한 고장/오류의 영향이 높음을 나타내고, 높은 검출도(D)값은 고장/오류를 찾을 수 있는 적은 확률을 의미하며, 높은 발생도(O)값은 고장/오류가 발생할 확률이 높다는 것을 나타낸다(Mohanty, 2014; Wälder and Wälder, 2017; Filz et al., 2021).
FMEA는 시스템, 설계, 공정에서 고장 또는 오류를 예방하는 중요한 조치로 여러 산업분야에서 광범위하게 사용되고 있지만 실제 사용과 적용에 여러 문제점을 가지고 있다. Wang et al.(2009)에 의하면 O, S, D의 위험인자 조합이 다르더라도 동일한 RPN값을 생성할 수 있지만, 함의는 완전히 다를 수 있다. 예를 들어, 2, 3, 2와 4, 1, 3의 값을 가지는 서로 다른 두 고장들은 RPN산출식에 따라 동일한 12의 RPN값을 갖는다. 그러나 두 고장의 숨겨진 함의는 반드시 동일하지 않을 수 있다. 이로 인해 자원 및 시간이 낭비되거나 경우에 따라서는 매우 위험한 고장이나 사고가 발생할 수 있다. 그리고 O, S, D의 상대적 중요도가 고려되지 않고 동등하다고 가정한다. 그러나 FMEA의 실제 적용을 고려할 때는 그렇지 않을 수 있다. 또한, FMEA의 많은 정보들은 낮음, 중간, 높음 등과 같이 언어적 방법으로 표현되어 위험인자를 정확히 추정하기 어렵다는 문제가 있다. 이와 같은 전통적인 FMEA방법의 한계점을 극복하기 위해 여러 문헌에서 다양한 접근법이 제안되었다. 대표적으로 MCDM, Fuzzy Rule-base system, DEA, FuzzyDEA, GRA, Fuzzy-GRA 등의 접근법이 시도되었으나, FMEA의 위험우선순위(RPN)에서 논의되는 문제점을 구조적으로 해결한 연구는 미흡한 실정이다.
따라서 본 연구에서는 전통적인 RPN이 갖는 한계를 해결하는 방법을 포괄하고 확장할 수 있는 common RPN(cRPN)을 제안하고자 한다.
2. 문헌연구
NASA(1966)에 따르면 고장 모드, 영향 및 치명도 분석(FMECA)은 지정된 지상 규칙 내에서 시스템 설계에서 가능한 모든 고장을 문서화하고, 고장 모드 분석에 의한 시스템 작동에 미치는 영향을 결정하며, 과업 성공 또는 운영자 안전에 중요한 고장 지점을 식별하는 신뢰성 절차이다.
가장 초기의 FMEA는 1949년 미국 육군 국방 절차 문서인 MIL-P-1629에 고장 모드 영향과 치명도 분석을 수행하는 절차로 공식화 되었다(Military, 1949; Filz et al., 2021). 목표는 미션 성공과 인력/장비 안전에 미치는 영향에 따라 고장을 분류하는 것이다. 이후 FMEA는 아폴로 프로그램에 채택되어 1960년대에 인류를 달에 보내고 안전하게 귀환시키는데 모멘텀을 제공하게 되었다. 1970년대 후반에는 포드자동차는 ‘핀토(Pinto)사건’이후 안전과 규제 대책을 위한 방안으로 자동차 산업에 FMEA를 도입했을 뿐만 아니라, 생산과 설계 개선을 위해서도 FMEA를 사용했다. 1980년대에 자동차 산업은 AIAG(Automotive Industry Action Group)를 통해 구조와 방법을 표준화함으로써 FMEA 적용을 시작하게 되었다. FMEA는 비록 군대에 의해 개발되었지만, 반도체산업, 식료품, 플라스틱, 소프트웨어, 자동차와 의료산업을 포함한 다양한 산업에서 광범위하게 사용되고 있다(Carlson, 2012).
FMEA는 시스템, 설계, 프로세스 또는 서비스에서 고장과 오류가 발생하고 고객에게 도달하는 것을 방지하는 가장 중요한 초기 예방 조치임이 입증되었으나, RPN은 여러가지 이유로 많은 비판을 받고 있다(Ben‐Daya and Raouf, 1996; Braglia et al., 2003; Bowles J., 2004; Liu et al., 2013). Liu et al.(2013)의 연구에 따르면, 대표적으로 전통적인 RPN의 위험 요인 O, S, D가 각각 동일한 가중치를 갖는 한계점을 지적하는 문헌이 가장 많았다(Gargama and Chaturvedi, 2011; Kutlu and Ekmekçioğlu, 2012). AIAG and VDA(2019)에서는 각 위험요소를 심각도, 발생도, 검출도 순으로 강조하고 있으나 명확한 근거가 제시되지는 않았으며, RPN이 동일한 가중치를 부여하기 때문에 더 많은 조치의 필요성을 결정할 수 있는 적절한 방법이 아님을 언급하고 있다.
Liu et al.(2013)의 연구에서는 이 밖에도 Table 1과 같이 기존의 RPN 계산 방법의 한계점을 도출하였다.
전통적인 RPN의 한계점이 문헌 연구를 통해 드러나면서 이를 극복하기 위한 여러가지 접근법이 제안되었다. Bowles JB and Peláez(1995)는 O, S, D 및 고장의 위험을 설명하기 위해 언어용어를 사용하는 시스템 FMEA에서 고장우선순위를 부여하기 위한 Fuzzy logic기반 접근법을 설명하였다. 위험과 O, S, D 사이의 관계를 전문기술과 전문지식에서 추출한 Fuzzy if-then rule로 나타냈으며 O, S, D의 명확한(Crisp) 순위는 각각 가능한 if-then rule에 매칭되도록 퍼지화했다. Bevilacqua et al.(2000)는 RPN을 안전 및 공정에서의 기계 중요도, 유지보수 비용, 고장빈도, 다운타임 길이, 작동조건과 같은 6개 매개변수에 7번째 요인인 기계 접근의 어려움을 곱한 가중치 합으로 정의했으며, 여기서 6개 속성의 상대적 중요도는 쌍대비교를 사용하여 추정하였다. Braglia(2000)는 위험 요인 O, S, D와 기대비용을 결정기준으로 삼고, 문제 원인을 결정 대안과 계층분석기법(AHP)을 기반으로 다중속성 고장모드 영향분석(MAFMEA)접근법을 개발했다. Garcia and Schirru(2005)는 위험인자 가중치를 주관적으로 명시하거나 결정할 필요가 없는 퍼지 데이터 포락 분석(FuzzyDEA) 접근법을 제안했다. Liu(2016)는 불완전한 가중치 정보로 FMEA 문제를 처리하기 위해 확장된 질적 유연 다중기준방법(extended qualitative flexible multiple criteria method)을 사용하는 새로운 위험 우선순위 모델을 개발했다. 이 연구는 FMEA 팀 참가자들의 평가 정보의 불확실성을 해결하는데 기여하였다. Yazdi et al.(2020)은 항공기 착륙 시스템(aircraft landing system)에 적용되고 있는 언어 변수 또는 전문가의 중요 가중치(linguistic variables or importance weights of experts)를 포함한 모든 입력에 민감한(sensitive) 퍼지 환경(fuzzy environment) 하에서 그룹 내의 의사결정을 고려함으로써 전통적인 FMEA 접근방식을 확장하는 퍼지 개발 FMEA(fuzzy developed FMEA)을 연구하였다.
FMEA RPN을 개선하기 위한 연구들이 개발되었음에도 불구하고 여전히 현장에서는 전통적인 RPN을 사용하고 있는 상황이다. 이러한 이유로 새로운 RPN 방법론이 기존 RPN과의 큰 차이가 있어 현장에 적용하기에 필요한 시간과 비용이 크다는 점을 들 수 있다. 이는 전통적인 RPN을 개선하는 다양한 연구가 하나의 모형으로 통합되지 못했기 때문에 다양한 방법론을 적용하기에는 한계가 있었을 것으로 보인다. 따라서 본 연구에서는 검증된 수리모형을 도입하여 기존 RPN을 개선하는 방법론을 포괄하면서도 여러 확장성을 갖는 cRPN을 제안하고자 한다.
3. 연구 방법
3.1 RPN의 일반화 모형: cRPN
본 연구에서는 RPN의 구조적 문제점을 개선하기 위해 cRPN을 제안한다. cRPN은 심각도(severity: S), 발생도(occurrence: O), 검출도(detection; D)의 곱셈으로 이루어진 RPN의 구조적인 문제점을 보완함과 동시에 RPN의 확장가능성을 확보하는 방법이다(Mohanty, 2014; Wälder and Wälder, 2017; Filz et al., 2021). 이를 위해 cRPN의 구조는 콥-더글라스 생산 함수의 형태를 차용하였다.
콥-더글라스 생산 함수는 계량경제학(Econometrics)에서 널리 사용되는 함수이다. Charles W. Cobb과 Poul H. Douglas에 의해 도입되어 잘 알려져 있지만, Kunt Wicksell과 일부는 J. H. Von Thünen이 주장했다(Cobb and Douglas, 1928; Hossain et al., 2012). 콥-더글라스 함수의 형태는 식(2)과 같다.
Xi는 i번째 인자의 투입량(입력)을 나타내고 Y는 생산량(출력)을 나타낸다. βi는 Xi인자의 출력 탄력성(Output elasticity)이고 A는 일반적으로 기술수준(technical level) 또는 생산효율성(production efficiency)을 나타낸다(Cheng and Han, 2014).
콥-더글라스 생산 함수를 RPN 계산식으로 활용한다면 식(3)와 같이 나타낼 수 있다.
이 때, βi는 각 요인 별로 RPN값에 대한 한계 효과가 된다. cRPN은 A = 1, β1 = β2 = β3 = 1이면 RPN과 동일한 식이 된다. 즉, 식(4)과 같다.
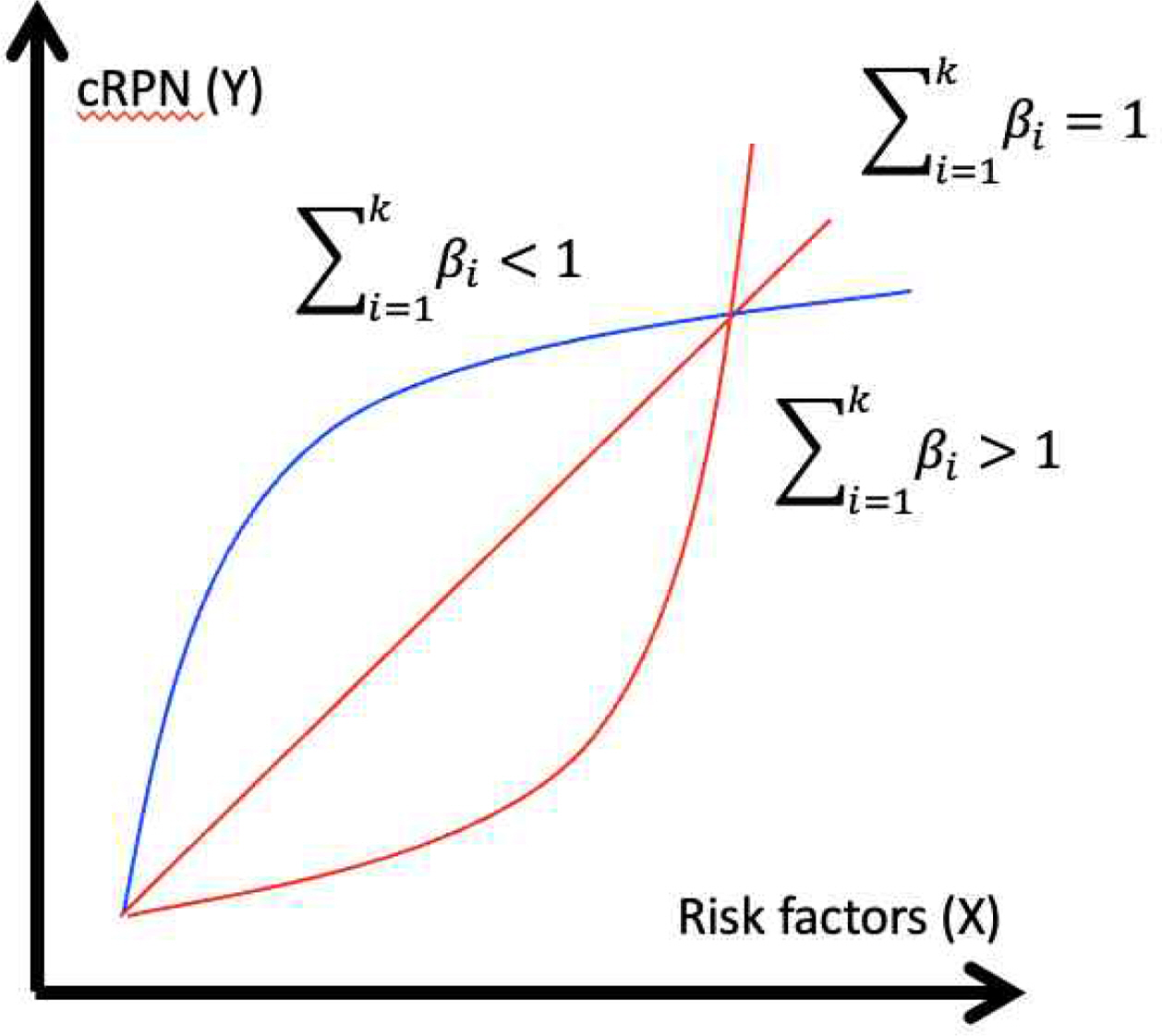
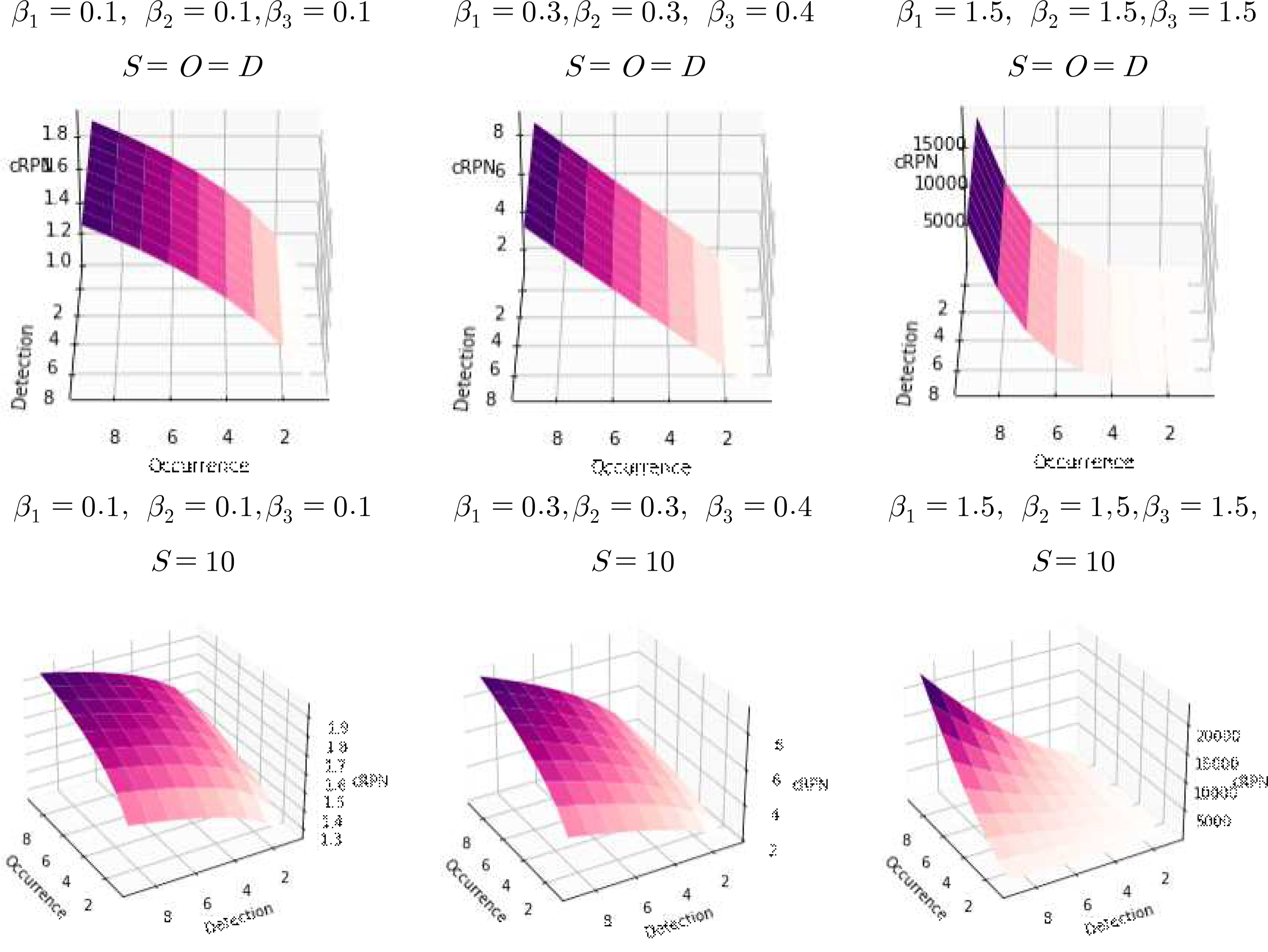
cRPN이 RPN으로 표현될 수 있다는 것은 기존의 RPN 방식을 사용하던 현장에 적용할 때 기존의 방식을 유지하면서 도입할 수 있다는 점에서 의의가 크다. 기존의 방식을 유지하면서 확장성을 제공하고 있으므로 기존의 시스템에 적용되었을 때 큰 저항없이 적응해 나갈 수 있는 기반이 될 것으로 기대된다. 또한, cRPN은 구조적으로 βi값의 제약에 따라 Figure 2와 같이 세가지 형태를 취할 수 있다.
그러므로, cRPN에서는 각 위험 요인이 단순히 선형적인 영향을 독립적으로 미치는 RPN의 한계를 벗어나 각 요인의 조합을 통해 다양한 형태로 위험도를 나타낼 수 있으며, cRPN의 범위는 식(3)의 를 이용하여 표준화할 수 있다.
3.2 cRPN을 통한 위험 요인별 가중치 부여
cRPN의 구조를 통해 위험 요인 O, S, D의 상대적 중요도를 고려할 수 있다. 기존 연구에서는 AHP 또는 MCDM 방법을 도입하여 각 요인별 가중치를 전문가 설문조사를 통해 도출하여 RPN 수식에 대입하는 등의 방법을 사용하고 있다. 예컨대 MCDM의 방법 등으로 새롭게 가중치를 적용한 연구의 경우 기존의 RPN 계산식을 크게 변형한 형태(Yazdi et al. 2020)로 현장에서 실질적으로 도입하여 적용시키기 위한 시간과 비용이 발생할 가능성이 높다.
상대적 가중치를 계산하는 AHP의 경우 기존의 RPN 계산식에 큰 변형이 없으면서도 상대적 중요도를 간편하게 도출할 수 있다는 장점이 있어 이를 활용한 다양한 연구가 진행되어 왔다. 그러나 여전히 근거 있는 수리 모형에 기반하여 가중치를 부여한 연구가 미흡한 실정이다. Zheng(2015)에서는 Fuzzy-AHP를 사용하여 RPN의 구성요소인 O, S, D의 상대적 가중치를 도출하고 지수형 함수의 형태로 RPN을 계산하였으나 Liu et al.(2013)이 지적한 것과 같이 널리 받아들여지기 위한 수학적 기반이 제시되지는 않았다는 한계가 있다.
반면, 본 연구에서 제안하는 cRPN은 각 위험 요인에 가중치를 부여하는 방식에 수학적 설명을 가능하게 한다. Zheng(2015)에서 정의된 위험 요인별 가중치에 따른 RPN값의 변화는 본 연구에서 제안하는 cRPN의 특수형태인 로 설명될 수 있다. 예를 들어, O, S, D의 상대적 가중치를 AHP 방식을 통해 각각 0.35, 0.4, 0.25로 도출되었다고 할 때, cRPN은 식(5)와 같이 계산할 수 있다.
기존의 상대적 가중치를 부여하는 방법이 수리적 모델로 표현될 수 있지만 각 위험 요인의 증가가 미치는 상호 작용에 따라 cRPN의 전체적인 상승 형태가 선형적이라는 문제가 여전히 존재한다(Liu et al., 2013). 따라서 ∑ i k β i > 1 ∑ i k β i > 1
3.3 cRPN을 통한 위험 요인별 한계 효과 분석
cRPN 모형에서, 위험 요인 O, S, D가 RPN값에 미치는 한계 효과를 파악할 수 있다. 콥-더글라스 생산 함수에서 지수부는 생산량에 대한 각 투입량의 탄력성을 의미하므로, 주어진 상대적 가중치가 곧 cRPN에 대한 탄력성을 나타낸다. 각 위험 요인이 RPN에 미치는 탄력적 효과를 확인할 수 있기 때문에 위험 요인을 한 단계 개선할 경우 cRPN에 미치는 영향을 수치적으로 계산할 수 있으므로, Liu et al.(2013)가 지적한 각 요인에 대한 조치의 효과를 측정하기 어렵다는 것을 해결할 수 있다.
또한, cRPN 모형에 기반하여 위험 요인 O, S, D가 다른 계량적 수치에 미치는 영향을 역산할 수도 있다. 가령 자동차 조립 공정에서 시간 또는 시점에 따른 위험 요인 O, S, D에 대한 평가 데이터와 소요된 비용 데이터가 있는 경우, 를 식(6)와 같이 수리적으로 도출할 수 있다.
(6)
RPN의 위험 요인인 O, S, D 이외에 위험 지표로 포함될 수 있는 여러 지표를 추가할 수 있다. 각 요인간 위험도에 주는 효과를 cRPN 모형을 통해 βi를 도출할 수 있으므로 통계적 방법론에 기반해서 다양한 연구가 수행될 수 있을 것으로 기대된다. 예를 들어, 자동화 시스템을 적용하는 스마트팩토리에서 A.I. 방법론을 적용할 수 있는 이론적 토대가 될 수 있을 것이다.
3.4 cRPN을 이용한 공정 위험도 비교 분석
식(5)에서 W는 가중치 값을 조절(scaling)하는 값으로 사용될 수 있을 뿐만 아니라 공정별 RPN값에 대한 보정값으로 사용될 수 있다. Xiao et al.(2011)은 시스템 RPN을 계산하기 위해 Fussell(1972)의 알고리즘에 따라 공정 단위를 구분하는 최소 단위인 Minimum cut set(MCS)를 도출하고, 식(7)과 같이 단위별 RPN에 보정치를 적용하는 WRPN을 제안하였다.
Wi는 i번째 공정 최소단위인 MCS의 중요도를 나타내고, f ( W i ) = ∂ h ( p ) ∂ p i = ∏ j = 1 n ( 1 - p i ) , i ≠ j , & i , j ≠ 0
WRPN의 개념은 cRPN의 특수한 형태인 A = f(Wi), βi = 1, ∀i 표현될 수 있다. 결과적으로 공정별로 도출된 cRPN 값을 보정하여 cRPN간 정밀한 비교가 가능하게 된다. 나아가 식(8)과 같이 위험 요인인 O, S, D에 대한 가중치값과 단위 공정별 고장 발생 확률을 결합한 새로운 형태의 adjusted cRPN도 생각해볼 수 있다.
Adjusted cRPN은 위험 요인별 중요도가 적용된 각 공정의 RPN값을 도출하고, 고장 발생 확률에 따라 RPN값을 최종적으로 보정하는 구조를 갖고 있다. 따라서 RPN 계산의 정밀성을 확보하면서도 Xiao et al.(2011)에서 제안한 방법에 기반하여 다른 단위 공정별 RPN값을 올바르게 비교할 수 있게 된다. 뿐만 아니라 adjusted cRPN은 공정의 네트워크를 고려했을 때 공정의 계층에 따른 영향을 분석하고 종합할 수 있을 것으로 기대된다. 가령, 상위 공정 단계의 cRPN 값은 하위 공정 단계의 고장 확률이 결합된 adjusted cRPN으로 계산될 수 있다.
4. 적용 사례
본 장에서는 전통적인 RPN과 본 연구에서 제안하는 cRPN을 비교하고, cRPN의 몇 가지 예제를 살펴보고자 한다. 각 평가 대상 A, B, C, D, E, F, G를 적절한 값으로 설정했을 때 전통적인 RPN 방식의 계산값은 Table 2와 같다. 이때 전통적 FMEA는 O, S, D의 곱으로 고장모드의 위험우선순위(RPN)를 결정한다(Wang et al., 2009).
전통적인 RPN값을 기준으로 보았을 때, 우선 평가 대상은 E, B, G, F, D, 그리고 A 또는 C의 순으로 산출된다. 위험 요소 O, S, D의 상대적 중요도가 각각 0.5, 0.3, 0.2라고 할 때(Σ β i = 1 Σ β i > 1
cRPN의 결과에 따르면 Σ β i = 1 Σ β i > 1
cRPN의 위험 요인 별 비용 영향을 평가하기 위해 표4와 같은 데이터를 가정한다.
(9)
O, S, D 각각 약 1.639, 1.233, 1.268로 계산할 수 있다. 이를 통해 O, S, D가 고장 비용에 미치는 한계 효과를 파악할 수 있다. 이를 통해 위험 요인에 변동을 주는 공정 개선 또는 장비 도입에 따른 효과를 분석하거나 특정 위험 요인을 수정하여 고장 비용을 낮추고자 하는 의사결정에서 적절한 대응이 가능할 것이다.
5. 결 론
본 연구는 콥-더글라스 생산 함수의 형태를 차용하여 기존 RPN이 갖는 한계점을 해소하고 다양한 방법론을 포괄할 수 있는 cRPN을 제안하였다. cRPN을 이용하여 Liu et al.(2013)에서 지적한 RPN의 여러 한계점을 극복하면서도 기존 연구 방법을 적용할 수 있으며, 나아가 자동화, 스마트팩토리를 위한 A.I. 분석에 기초가 될 수 있는 근간을 마련하였다.
대표적으로는 RPN의 위험 요인인 발생도(O), 심각도(S), 검출도(D)에 가중치를 부여하는 수리적 기틀을 제안하였고 모형의 특성에 따라 다양한 방식으로 가중값을 적용할 수 있음을 보였다. 아울러 계량적 분석과 A.I. 기법에서 널리 활용되는 경제학 모형에 기반하면서 RPN이 기틀이 다져진 수리 모형에 기반하도록 하였을 뿐만 아니라 통계적 분석 방법을 적용할 수 있는 가능성을 보였다. RPN을 구성하는 위험 요인의 가중치를 적용하는 사례 외에 RPN 간의 중요도를 적용하는 개념 역시도 본 연구가 제안한 cRPN 모형으로 나타낼 수 있음을 보였고, 수리 모형을 기반으로 공정 네트워크 분석의 가능성을 확보하였다.
cRPN을 도입함으로써 산업 현장에 알맞은 위험 요인 평가가 가능해지므로 위험 요인에 대한 시의적절한 시정 조치를 통해 불필요하게 발생될 수 있는 비용을 감소시킬 수 있다. 적용 예제에서 살펴보았던 것과 같이 모형의 간단한 수정을 통해 위험 요인 우선순위를 현장에 맞게 산출할 수 있으며, 아주 높은 수준의 전문성을 필요로 하지 않을 만큼 쉽게 이해가 가능하기 때문에 다양한 적용 방안을 도출해내기 용이하다. 또한, 전문가 집단이 검증된 수리 모형을 바탕으로 모형을 고도화하여 공정 평가의 자동화가 가능하다. 향후 A.I. 기법을 적용하기 위해 과거 기록에 대한 관리 체계가 요구되고 스마트 팩토리로의 전환을 위한 로그데이터 수집 및 분석, 위험 요인에 대한 정량적인 평가와 예측 등을 통해 시스템 효율화를 달성할 수 있을 것으로 판단된다.
게다가 cRPN을 현장에 보다 직관적인 적용이 가능하다는 장점도 있다. 전통적인 RPN 모형을 특수한 형태로 나타낼 수 있기 때문에 현장에서 새로운 방법을 도입하고 적용하는데 발생하는 불필요한 비용과 저항을 최소화할 수 있을 것으로 기대된다. 예를 들어, 전통적인 RPN을 활용하는 조직에 완전히 새로운 개념의 위험 요인 평가 방식을 도입할 경우, 시스템 개선 및 교육이 필요하지만 cRPN은 간단한 조정을 통해 전통적인 RPN과 동일한 결론을 얻을 수 있기 때문에 선제적 도입이 가능하며, 차후 지속적인 교육과 현장 적용을 통해 점진적으로 새로운 방법론을 도입하는데 필요한 적응 기간을 가질 수 있다. 그러나 RPN을 사람이 측정함으로써 발생하는 오류와 편향, 현장에서 필요로 하는 수리 모형의 명확한 확장성이 부족하다는 점과 계량적 방법론을 적용하기에 RPN의 위험 요인으로 제한된 정수값(1~10)을 사용한다는 점은 본 연구의 한계점이다. 그럼에도 불구하고 확률적 모형으로 정성적 평가로 인해 발생하는 편향을 함께 고려하여 평가하거나, RPN의 위험 요인 평가 지표를 정성적인 지표에서 수치적인 지표로 개선한다면 해결할 수 있을 것이라 판단된다. 예를 들어, Fuzzy이론을 적용하여 정성적 점수에 불확실성을 부여할 수 있고, 통계적 방법론에 기초한 편향 제거(de-biasing) 기법을 통해 객관적인 점수를 얻을 수 있을 것이다. 또는 RPN 위험 요인인 위험도의 기준을 기존의 정성적 방법과 달리 구체적인 수치에 기반한 정량적 평가 체계를 수립하여 정성적 평가로 인한 문제점을 해결하는 것도 중요한 연구 과제가 될 것이다.
향후에는 RPN 작성 간 사람이 인식하는 상대적 중요도로 인해 발생하는 편향을 공정 시스템의 의도대로 보정하는 편향 보정 방안과 cRPN에 기반한 공정 네트워크의 계층적 위험도 평가, 예측 비용에 따른 위험 요인 제거를 위한 위험 관리 추천 시스템 등 복합적인 위험 관리를 위한 다양한 연구를 수행할 수 있을 것이다.