





1. 서 론
설계기반 품질고도화(Quality by Design)는 처음에 Juran(1992)이 소개한 개념으로 품질이 제품으로 설계되어야 하며 대부분의 품질 문제는 제품이 처음 설계된 방식과 관련이 있다고 믿었다. 설계기반 품질고도화는 다양한 산업에서 품질향상을 위해 사용되어 오다가 최근 의약품 개발에서도 가이드 라인으로 제시되고 있다. 의약품 개발에서 설계기반 품질고도화란 의약품의 품질 목표를 미리 설정하여 제품 및 공정에 대한 이해와 공정관리를 통해 과학 및 품질위해관리에 근거한 체계적인 의약품 개발 방법을 말한다. (ICH Q8) 이 방법의 핵심은 그동안 경험에 의존한 접근방식에서 탈피하여 실험계획법을 이용한 실험설계와 수학적 모델(model)에 기반한 디자인 스페이스(design space)를 개발하는 것이다. 디자인 스페이스 내에서의 제조 공정은 제품의 품질 목표 사항(QTPP)과 주요 품질 특성(CQA)에 맞는 제품을 생산할 수 있도록 보장한다. 즉, 설명변수들의 흔들림이 주어져 최적조건을 일부 벗어나도 디자인 스페이스 내에서 제조가 된다면 품질 목표 사항이 만족된 제품이 제조되지만, 디자인 스페이스를 벗어나서 제조된 것은 품질을 보장받지 못하게 된다.
본 논문에서는 품질특성의 허용한계인 공차(tolerance) 개념을 이용하여 생산된 제품의 품질 목표범위 안에 공정조건에서 제조된 제품의 tolerance 신뢰구간의 포함 여부에 따라서 디자인 스페이스를 정의한다. Tolerance 신뢰구간은 (1-α)% 신뢰수준에서 모집단의 P%가 신뢰구간에 포함되는 것인데, 보통 P=0.99로 정의하여 디자인 스페이스에 속한 공정조건에서 제품이 제조되면 제품의 99%는 품질이 보증 받게 된다. 따라서, 2개 이상의 품질관련 반응 변수들이 있을 경우 이들 tolerance 신뢰구간에 대한 교집합으로 구축된 디자인 스페이스가 공집합이 되지 않아야 하며 그 안에 최적조건이 있어야 품질을 보장하는 공정조건들이 생긴다. 이를 위해 산포가 작은 정밀한 tolerance 신뢰구간이 구축되어야 하는데, 이는 실험설계를 할 때 적절한 실험계획 및 실험의 크기를 결정하여 예측치의 표준편차를 적정수준으로 줄이는 것과 연관이 있다. 실험계획 및 실험의 크기를 결정하기 위해 예측치의 표준편차를 비교할 수 있는 지표로 그래프를 제시할 수 있다.
예측치의 표준편차를 표현한 그래프로 Variance Dispersion Graphs(VDG)가 있다. (Giovannitti-Jensen and Myers 1989) 이는 설명변수들의 실험 영역이 구(sphere)일 경우에 반지름이 r인 구상에서 예측치의 표준화된 분산의 평균값, 최대값과 최소값을 반지름의 값에 따라 그린 그래프이다. 그러나, 반지름이 r인 구상에서 예측치의 분산의 극한값들 사이에 있는 분산의 평균값에 대한 정보는 주어진 반응표면 실험설계의 예측치의 분산에 미치는 영향을 구체화 시키는 데 적절한 정보를 충분히 제공하지 않는다. 따라서 본 논문에서는 Zahran et al. (2003)이 제안한 Fraction of Design Space(FDS) 그래프를 이용하는 방법을 소개하고자 한다. 이는 총 설명변수 영역에서 지정된 예측치의 표준편차보다 작거나 같은 설명변수 영역에 대한 비율을 그린 그래프이다. Whitcomb(2008)은 지정된 예측치의 표준편차가 주어졌을 때 FDS 비율이 최소한 80%이상이 되도록 실험의 설계 및 크기를 결정하라고 권고하고 있다. 특히, 설계기반 품질고도화와 같이 제품의 의도 된 성능을 일관성 있게 전달할 수 있도록 고품질의 제품과 제조 프로세스를 설계하고 검증해야하는 경우에는 FDS 비율이 95%이상 달성할 것을 권고 한다.
본 논문에서는 설계기반 품질고도화에서 디자인 스페이스의 효율적인 구축을 위해 가정된 이차모형에 대한 반응표면분석으로 실용적인 실험계획인 회전가능 중심합성계획의 요인점, 축점, 중심점을 반복하여 FDS 비율에 기반 한 효율적인 실험계획을 찾고자 한다. 그 방법으로 각 반복수마다 FDS 비율이 80%이상이 되는 단위 표준편차 크기 당 tolerance 신뢰구간 기준의 최소한의 폭(d2)을 찾고, 그 폭이 4.5이하 일 때를 효율적인 실험계획으로 제안한다.
그래서 2장에서는 비교 지표로 사용할 FDS 그래프에 대해 구체적으로 설명하고, 3장에서는 요인수별 회전가능 중심합성계획의 반복에 따른 FDS비율 80%, 85%, 90%, 95%에서의 단위 표준편차 크기 당 mean 과 tolerance 신뢰구간 기준의 최소한의 폭을 찾아 제시한다. 4장에서는 사례분석을 통해 반응표면분석을 하여 최적조건을 찾고, 반응변수의 목표범위에 대한 tolerance 신뢰구간의 포함여부에 따라서 디자인 스페이스를 구축하여 그 안에 최적조건이 포함되는지를 살펴보는 일련의 과정을 소개한다.
2. FDS 그래프
반응표면분석의 모형으로 독립변수들의 곡선효과가 고려된 이차모형을 가정한다. 이를 위한 실험설계를 하면 실험 영역이 생기고, 그 안에서 한 점 x0를 선택하면 그 점에서 실험수 n에 대하여 미조정된 예측치 분산(UPV : unscaled prediction variance)이 수식 (1)과 같이 계산된다. (Myers et al. 2016) 그리고, 이를 제곱근한 U P V
FDS 비율은 전체 실험 영역의 모든 x0에서 산출한 예측치 표준편차 중에서 예측치의 기준 표준편차보다 작거나 같은 실험 영역의 비율로 정의된다. FDS 그래프는 예측치의 기준 표준편차 값의 변화에 따른 FDS 비율 값들을 그린 그래프이다. Myers et al.(2016)은 이상적인 실험설계는 FDS 그래프의 모양이 평평하고, 예측치의 기준 표준편차가 작을 때에도 FDS 비율이 큰 값인 경우라고 설명하였다. 또한, Whitcomb(2008)은 이를 좀 더 구체적으로 언급하여, 기준 예측치의 표준편차에 대한 FDS 비율이 80%이상이 되면 상당히 좋은 최적화를 할 수 있고, FDS 비율이 95%이상이 되면 제조 설정을 검증할 수 있는 실험설계에 해당한다고 하였다. 본 논문에서는 Whitcomb(2008)이 제안한 FDS 비율로 실험설계를 비교하고자 한다.
FDS 비율을 구하기 위한 예측치의 기준 표준편차는 신뢰구간 폭의 개념으로 다음과 같이 변경할 수 있다. x0에서의 반응변수의 모평균에 대한 (1-α)% 신뢰구간을 표현하면 수식 (2)와 같아지고, 이는 (1-α)% 신뢰도로 ± d1 이내에 모평균이 예측되길 기대하는 것이다. 즉, d1은 실험자가 모평균이 예측되길 기대하는 정도(precision desired)로 정의할 수 있다.
수식 (1)의 U P V
이와 동일하게 (1-α)% 신뢰수준에서 모집단의 P%가 신뢰구간에 포함되는 tolerance 신뢰구간 기준으로 U P V
3. 효율적인 실험설계
2장에서 소개한 것처럼 FDS 입장에서 효율적인 실험설계를 하기 위해 제 1종 오류의 확률 α, 신뢰구간 폭 d1 또는 d2 그리고 표준편차 s로 산출된 예측치 표준편차에 대한 FDS 비율이 80%이상 또는 95%이상이 되는지를 실험설계별로 비교 하고자한다. 그러나, 신뢰구간 폭을 임의로 정하는데 어려움이 있어 일반적 접근을 위해 FDS 비율이 80%, 85%, 90%, 95%가 되는 최소한의 d1,d2를 찾아 실험설계별로 비교한다. 이때, 제 1종 오류의 확률 α는 0.05, 표준편차 s는 1, tolerance 신뢰구간을 위한 모집단의 비율 P는 0.99로 가정한다. 이렇게 산출된 d1,d2는 단위 표준편차 당 mean과 tolerance 신뢰구간 기준의 최소한의 폭이 된다. 여기서 d1,d2 값이 작을수록 반응표면 실험설계의 예측치의 표준편차가 전반적으로 작다는 것을 의미하여 효율적인 실험설계라 할 수 있지만 더 정밀한 디자인 스페이스 구축을 위해서는 실험의 크기가 커져야 한다. 우리는 실험의 크기를 고려하여 FDS 비율이 80%되는 d2의 값으로 4.5를 제안하고 d2의 값이 4.5보다 작은 실험설계를 효율적인 실험설계로 추천한다.
3.1 I-optimal 설계와 회전가능 중심합성설계(CCD) 비교
FDS 비율 입장에서 효율적인 실험설계를 찾아보기 위해 요인 3개에 대하여 I-optimal과 회전가능 중심합성설계(rotatable CCD)를 비교한다. I-optimal 설계는 중심점, 요인점, 축점 그리고 요인점에서 축점(± 2)까지 0.1단위로 증가(또는 감소) 시킨 점들을 후보로 하여 실험수 n= 27인 실험설계를 찾고, 중심합성설계는 요인점 전체 2회 반복, 축점 1회에 중심점 5개로 I-optimal과 동일 실험수인 설계를 대상으로 한다. 각 실험점은 Table 1에 정리되어 있다.
두 개의 실험설계에 대해 FDS 비율 80%가 되는 최소한의 d1,d2를 조사해 보니, I-optimal은 (d1,d2) = (0.93,4.54)이고 중심합성설계는 (d1,d2) = (0.88,4.49)로 더 작다. 이는, 중심합성설계가 I-optimal보다는 예측치의 표준편차가 작아 더 좋은 최적화를 할 수 있는 설계가 된다는 것을 의미한다. 따라서, 실험설계 방법을 중심합성설계로 한정하여 요인점, 축점, 중심점의 반복에 따른 효율적인 실험설계를 제안하고자 한다.
3.2 회전가능 중심합성설계 반복수별 d1,d2 비교
앞서 설명한 것처럼 중심합성설계에서 중심점의 개수 및 요인점, 축점의 반복수에 따라 FDS 비율이 80%, 85%, 90%, 95%가 되는 최소한의 d1,d2를 찾아 비교한다. 또한, 설계의 효율을 비교하기 위해 수식 (6)과 같이 계산되는 D-효율성(scaled D-optimal efficiency) 값도 제시한다. 이때 D-효율성은 작은 값일수록 효율적인 실험설계에 해당한다.
실험설계는 이차모형을 추정할 수 있는 회전가능 중심합성설계(rotatable CCD)를 기본으로 한다. 요인 3개부터는 Box and Behnken Design(BBD)도 포함한다. 반복수의 정의는 (요인점,축점) 반복수로 하는데, 예를 들어 반복수 (2,1)인 경우는 요인점 전체를 2회 반복, 축점은 1회만 하는 설계를 의미한다.
요인 수는 2개부터 5개까지를 대상으로 하며, 요인수가 정해졌을 때 (요인점, 축점) 반복수를 (1,1), (2,1), (1,2), (2,2), (3,1)로 살펴본다. 단, 요인 5개인 경우는 완전요인설계를 하면 실험수가 너무 많아져 일부요인설계(resolution V)를 실시한다. 중심점의 개수는 최소 3개, 최대 7개(요인 수 5개인 경우는 8개)까지로 정의한다. 각 조합마다 D-효율성과 FDS 80%, 85%, 90%, 95%가 되는 최소한의 d1,d2를 산출하여 값을 비교한다. 이때 d1,d2값은 R에서 VdgRsm(Srisuradetchai and Borkowski 2015) 패키지의 fds.cube 함수를 일부 수정하여 얻고, D-효율성은 R의 AlgDesign(Wheeler 2014) 패키지의 eval.design 함수를 이용하여 산출한다.
일반적인 실험설계의 특징을 살펴보면, 반복수 (1,1)인 중심합성설계가 실험수가 비슷한 BBD 보다 d1,d2 값이 작고 D-효율성도 좋아진다. 중심합성설계에서는 같은 반복수 (i,j) 설계에서 중심점 개수가 많을수록 d1,d2 값이 작아지나 D-효율성은 나빠진다. 실험수가 비슷한 반복수 (2,1)과 (1,2)를 비교하면, 축점보다는 요인점을 반복할 때 d1, d2 값이 작아지고 D-효율성도 좋아져 더 효율적인 설계라는 것을 보여준다. 또한, 실험설계에서 d1,d2 값은 실험자의 설정에 따라 달라지겠으나, 각 요인수별로 FDS비율 80%일 때 d2 ≤ 4.5 실험설계를 가장 효율적인 설계로 제안하여 Table 2에 정리하였다. 가장 적은 실험의 크기를 갖는 실험설계 기준으로 추천된 설계는 굵은 숫자로 표시되었지만, 실험자는 실험비용을 고려하여 목록에 있는 설계 중에서 하나를 선택할 수 있다.
Minimal d1, d2 for rotatable CCD (in case of d2 ≤ 4.5 for FDS 80%)
(b) Designs with three factors
Minimal d1, d2 for rotatable CCD (in case of d2 ≤ 4.5 for FDS 80%)
(c) Designs with four factors
Minimal d1, d2 for rotatable CCD (in case of d2 ≤ 4.5 for FDS 80%)
(d) Designs with five factors
4. simulation 사례
독립변수들의 곡선효과가 고려된 이차모형의 반응표면분석을 하는 요인 수 2개와 3개일 때의 예제를 소개한다. 실험설계는 회전가능 중심합성설계이고, 품질관련 반응변수는 각각 2개씩 있다. 우선, 주어진 원 데이터에서 유의수준 0.25기준으로 후진(Backwards) 선택법으로 변수 및 모형을 선택하고, 반응변수의 목표 범위 안에서 최적조건을 찾는다. 또한, 반응변수의 목표 범위에 대한 tolerance 신뢰구간(α = 0.05, P=0.99)으로 디자인 스페이스를 구축하여 그 안에 최적조건이 포함되는지 살펴본다. 그러나, 본 예제는 원(raw) 데이터로는 디자인 스페이스가 구축되지 않는다. 이럴 경우 축차적 실험설계로 중심합성설계의 반복수를 늘려 디자인 스페이스를 찾는 방법을 설명한다. 분석은 실험계획에 특화된 software인 Design Expert 11으로 하였다.
4.1 요인 수 2개인 사례
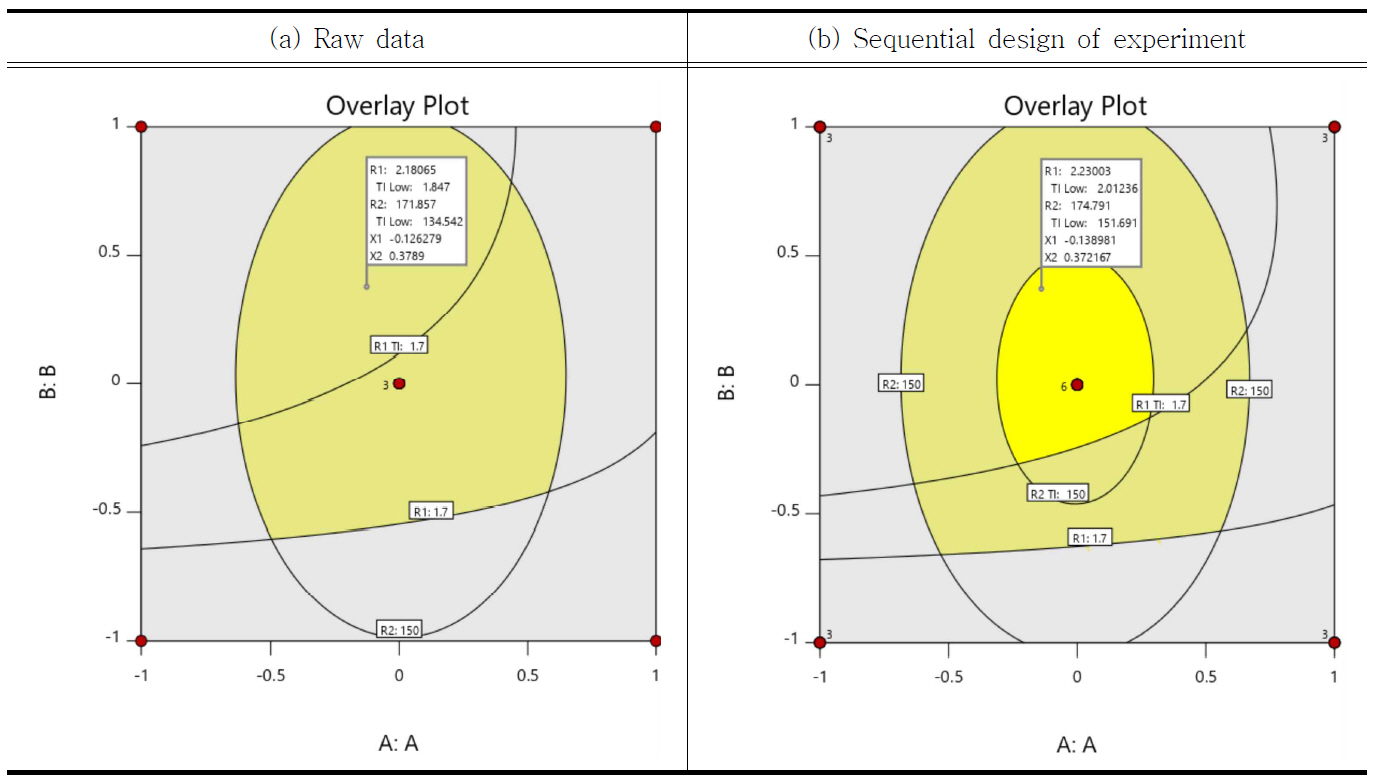
Elibol(2002)은 Streptomyces coelicolor에 의한 항생제 생산을 최대화하기 위해 반응표면분석을 하였다. 설명변수는 A(Perfluorodecalin, 20-60% v/v), B(Glucose, 8.75-16.25 g/l)이고, 반복수 (1,1)에 중심점 3개인 회전가능 중심합성계획법으로 총 실험수는 11개이다. 반응변수는 Elibol(2002)는 총 4개를 사용하였으나, 본 논문에서는 R1 (biomass concentration, 범위>1.7, 망대특성), R2(Oxygen uptake rate, 범위>150, 망대특성) 2개만 사용하였고, 실험점과 R1,R2에 대한 데이터가 Table 3에 주어진다.
설명변수를 ± 1로 코드화하여 이차 모형식을 적합시킨 결과가 수식 (7)에 나와 있고, R1 모형은 Adj-R2=0.981, MSE=0.0051, R2는 Adj-R2=0.974, MSE=59.73을 얻었다.
R1>1.7, R2 >150의 범위에서 R1과 R2를 최대화하는 최적조건의 해를 찾아보니 코드화된 값 (A, B)= (-0.126,0.379)일 때 R 1 ^ R 2 ^
각 반응변수의 예측치, 표준편차와 tolerance 신뢰하한 값을 이용하여 단위 표준편차 당 tolerance d2값으로 환산해보면, R1의 d2값은 4.67, R2의 d2값은 4.83이 된다. 그런데, 원 데이터의 실험설계는 표준편차의 값이 1인 경우에 FDS 비율 80%을 만족하는 최소한의 d2값은 6.84가 되고 d2값이 4.67일 때는 FDS 비율이 0%가 된다. 따라서, Table 2로부터 요인수가 2개인 경우에 FDS 비율 80%, 최소한의 d2값이 4.5 이하를 만족하는 추천된 실험설계를 찾아, 중심점 개수가 6개, 반복수 (3,1)인 중심합성설계를 선택했다. 축차적 실험설계 방법을 적용하여 두 번째 단계의 실험은 요인점 전체를 두 번, 중심점을 세 번 더 반복하고 반응값은 수식 (7)에서 R1은 Normal (0,0.072), R2은 Normal (0,7.732)인 오차항을 더하여 생성하였다. 축차적으로 생성된 자료는 Table 4에 주어진다. 원 자료와 축차적으로 생성된 자료를 가지고, 이차모형을 적합시켜 적절한 모형을 찾은 후에, R1과 R2를 최대화시키는 최적조건의 해와 반응변수 범위에 대한 디자인 스페이스를 Figure 1의 (b)와 같이 찾을 수 있었다. 따라서, 실험의 크기를 축차적으로 증가시켜 전반적으로 예측치 표준편차를 더 작게 하여 성공적으로 최적조건 둘레의 디자인 스페이스를 구축하게 되었고, 최적조건 둘레에서 반응변수의 목표 범위에 있기 위해 설명변수들이 어느 정도 흔들림을 가질 수 있는지를 시각적으로 파악할 수 있게 되었다.
4.2. 요인수 3개인 사례
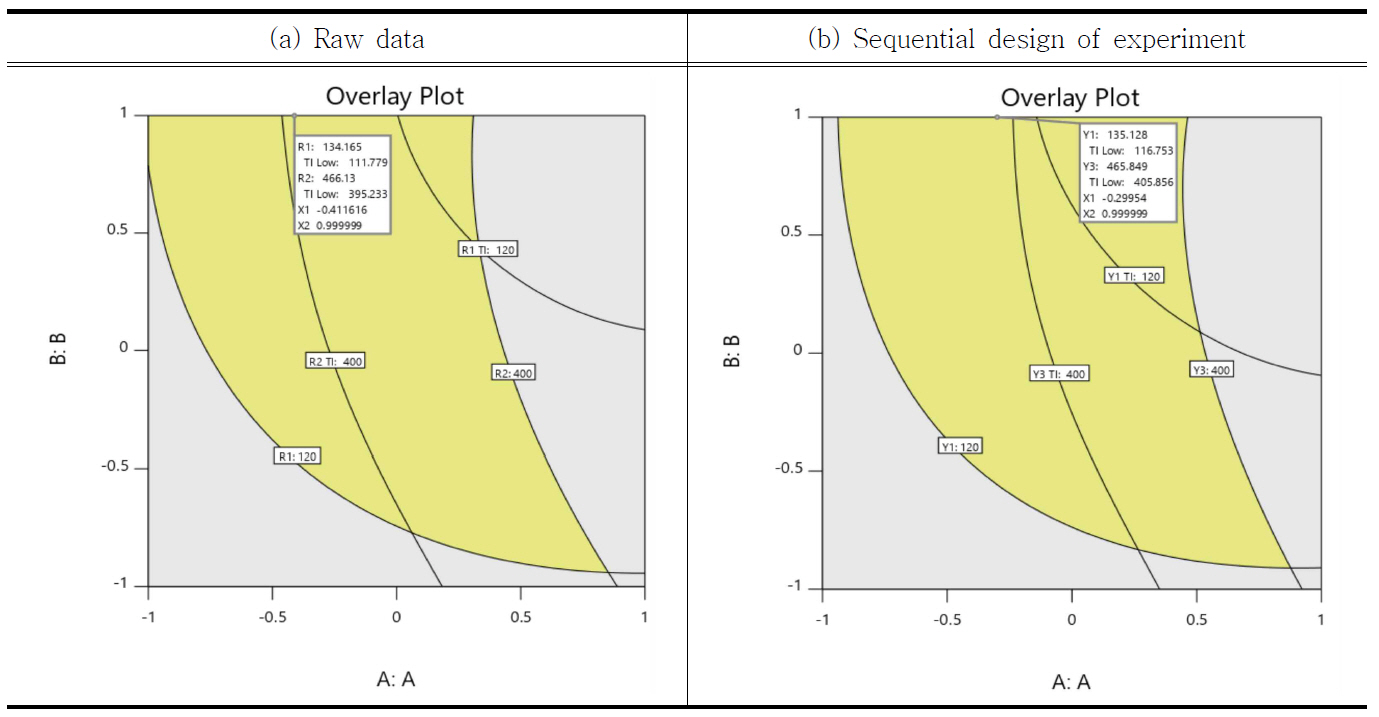
Myers et al.(2016)에 소개된 타이어용 합성물의 개발에서 얻어진 실험 데이터를 이용한다. 원 데이터는 4개의 반응변수가 있으나, 본 논문에서는 2개의 반응변수만 사용한다. Table 5에 실험 데이터가 주어지며, 반복수 (1,1)에 중심점 6개인 회전가능 중심합성계획법으로 총 실험수는 20개이다. 반응변수 R1(PICO Abrasion Index, 범위> 120, 망대특성), R2(elongation at break, 범위> 400, 망대특성)에 대해 수식 (8)과 같이 이차 모형식을 적합 시켰고, R1 모형은 Adj-R2 = 0.947, MSE = 31.59, R2는 Adj-R2 = 0.971, MSE = 350.01을 얻었다.
(8)
반응변수의 범위 R1> 120, R2 > 400에서 R1과 R2를 최대화시키는 최적조건의 해를 찾아보니, (A, B,C) = (-0.412,1.000,-0.552)일 때 R 1 ^ R 2 ^ R 1 ^ R 2 ^
5. 결론
실험의 목적이 설계기반 품질고도화에서 디자인 스페이스의 효율적인 구축인 경우에, 가정된 이차모형에 대한 실용적인 실험계획인 중심합성계획의 변형을 통해서 효율적인 실험계획을 추천한다. 우선 최적조건 근처에서 생산되는 제품의 99%에 대한 반응변수의 품질을 보증하기 위해서 FDS 비율이 80%가 되고 단위 표준편차의 크기 당 tolerance 신뢰구간 기준의 최소한의 폭인 d2가 4.5 이하가 되는 회전가능 중심합성계획의 요인점, 축점, 중심점의 반복수를 찾는다. 따라서, 본 논문에서는 회전가능 중심합성계획의 요인점, 축점, 중심점의 반복수에 따라 FDS 비율이 80%, 85%, 90%, 95%가 되는 mean과 tolerance 신뢰구간 기준의 최소한의 단위 표준편차의 크기 당 신뢰구간 폭 d1,d2을 제시하였다. 축점보다는 요인점을 반복할 때 d1,d2값이 작아지고 D-효율성도 좋아지게 되며, 중심점 개수가 많아질수록 d1,d2값이 작아진다. 추천된 효율적인 중심합성계획에서 디자인 스페이스가 구축되지 않는 경우에는 반응변수의 산포가 큰 경우임을 사례분석을 통해서 확인할 수 있었다. 반응변수의 산포의 크기가 적절한 경우에 본 논문에서 제시한 최소한의 d1,d2값을 이용하여 연구 개발(R&D) 분야에서 엔지니어들이 축차적인 방법에 의한 실험설계를 할 때 제품의 품질을 보증할 수 있는 디자인 스페이스를 효율적으로 구축할 수 있을 것이라 기대한다.